Проверка коленвала мотоцикла, скутера на исправность. Коленвал на мотоцикл
Как проверить качество коленвала двигателя мотоцикла.
Приветствую владельцев мотоциклов с простейшими одноцилиндровыми двигателями, в которых коленвал имеет всего один единственный шатун. Коленвалы (кривошипы) этих двигателей настолько просты, что изготавливать их начали даже в подвалах очень сомнительных фирм и фирмочек. И изделия очень низкого качества этих левых производителей, переполнили рынки и магазины, и не позволяют владельцу мотоцикла или мопеда отъёздить даже один сезон. Это и вынудило написать меня эту статью, которая я надеюсь поможет мотоциклистам и мопедистам выбрать из огромного количества коленвалов, достойный кривошип, способный отъездить положенное количество километров. И надеюсь, что не только владельцам одноцилиндровых мотоциклов будет полезна эта статья, но и мотоциклисты с двухцилиндровыми моторами найдут в ней много полезного.
Во время похода на рынок или даже в магазин, вы поймёте со временем, что каждая вторая деталь — бракованная (особенно азиатских производителей). Но чтобы понять это, потребуются знания, которые будут описаны в этой статье и несложный инструмент, который нужно будет взять с собой. Это обычный надфиль, штангенциркуль (желательно измеряющий не десятые, а сотые доли мм) и наборчик щупов.
Верхняя головка шатуна.А — качественная поверхность для поршневого пальца, Б — грубая поверхность из за неровностей быстро покрывается коррозией.
Первое, что нужно сделать при проверке, это взять коленвал с прилавка и проверить нижнюю и верхнюю головку шатуна. Отверстие в верхней головке (та в которую вставляется поршневой палец) можно считать нормальным, если на рабочей поверхности отверстия головки нет рисок и задиров, она гладкая и блестящая (см. фото слева), а надфилем невозможно оставить на поверхности рисок (твёрдая поверхность).

Виды отверстий в головке шатуна.А — правильное конусное отверстие, Б — цилиндрическое отверстие большего диаметра верный признак левака.
Сверху головки, обязательно должно быть отверстие (примерно 2 мм), с помощью которого масло будет поступать к подшипнику. И это отверстие обязательно должно быть конусным (конус расширяется наружу). Это видно на фотографиях, где фото А — это правильное конусное отверстие, а на фото В показано обычное цилиндрическое отверстие большего диаметра, да и задиры на самой верхней головке подтверждают левак.
Конусное отверстие позволяет намного эффективнее улавливать масло, для смазки подшипника и поршневого пальца. Если конуса вы не обнаружите, значит шатун или весь коленвал некондиционный. Обычно некондиция шатуна проявляется ещё и в форме двутавра. Осмотрите поверхность стержня шатуна и если обнаружите нечёткую двутавровую форму (профиль двутавра как бы размазанный), то такую деталь смело верните продавцу, пусть он сам такую использует.
Вообще конечно это самые простые визуальные проверки, и чтобы полностью проверить шатун, необходимы действия описанные вот в этой статье (там же вы прочитаете и много полезного о том, какой должна быть верхня головка шатуна и её подшипник). Но зато эти простые проверки можно быстро сделать именно на базаре или в магазине, а не в оснащённой мастерской.
Следующим действием проверки у прилавка, мы приблизительно проверим зазор в нижнем подшипнике шатуна. Для этого несколько раз прокрутите шатун вокруг пальца нижней головки. И если он нормально вращается (без сопротивления) то зазор нормальный. Если же ощущается закусывание, это значит, что ролики нижнего подшипника слишком зажаты опорами или просто ролики имеют различный диаметр. Так же крайне нежелателен и завышенный зазор, который можно ощутить, если попробовать раскачать шатун относительно пальца нижней головки (резкие движения шатуна рукой вверх-вниз).

Заводской коленвал.1- бронзовое кольцо (рыжего цвета), 2 — омеднённый сепаратор подшипника (рыжего цвета).
Если зазор нижнего подшипника и не завышен и не занижен, то это ещё не значит, что подшипник нормального качества. Для полного успокоения следует заглянуть в прорезь для смазки сбоку нижней головки шатуна (см. фото А слева). Если обнаружите, что сепаратор подшипника рыжего цвета (омеднённый), то такой сепаратор нормального качества. Далее введите в прорезь конец надфиля, и попробуйте поцарапать поверхность одного из роликов (а лучше двух). При такой попытке следов от надфиля остаться не должно, так как качественные ролики должны быть твёрже надфиля. На большинстве коленвалов (кривошипов), продаваемых на рынке, вы к своему удивлению обнаружите, что основная часть коленчатых валов, а точнее их ролики, сделаны из мягкого металла, наверное из гвоздей !!! Нетрудно представить, каков будет ресурс такого кривошипно-шатунного механизма (кривошипа).
Так же советую обратить внимание на цвет опорных шайб шатуна (те, что с каждой стороны нижней головки шатуна — см. фото выше). На заводских фирменных изделиях, устанавливают опорные шайбы из износостойкой бронзы (бронзовые красноватого цвета). Поддельщики на свой левак, устанавливают шайбы из более дешёвой и не износостойкой латуни (латунные шайбы жёлтого цвета). У халтурщиков и зазор между шайбами и щёками коленчатого вала, как правило больше положенного (нормальный зазор должен быть 0,4 мм), или вовсе нет этого зазора. Проверить зазор нетрудно с помощью щупа, щуп толщиной 0,4 мм должен вставляться между шайбой и щёкой коленвала плотно (с ощутимым трением). При несоблюдении этих условий, следует вернуть коленвал продавцу, и посоветовать использовать его вместо якоря на лодке (на рыбалке).
Что ещё желательно знать? Палец.
 Поверхность пальца нижней головки шатуна, недостаточная чистота её обработки и цементация, сведут ресурс коленвала на нет за считанные километры, даже если сам подшипник качественный. Ведь твёрдые ролики подшипника, «сожрут» мягкую (нецементированную) поверхность пальца очень быстро, а если поверхность пальца будет не гладкой, то и ролики подшипника быстро выйдут из строя, даже если они твёрдые. И хотелось бы, но вот добраться до рабочей поверхности пальца нижней головки нереально, ведь поверхность пальца спрятана под роликами подшипника.
Поверхность пальца нижней головки шатуна, недостаточная чистота её обработки и цементация, сведут ресурс коленвала на нет за считанные километры, даже если сам подшипник качественный. Ведь твёрдые ролики подшипника, «сожрут» мягкую (нецементированную) поверхность пальца очень быстро, а если поверхность пальца будет не гладкой, то и ролики подшипника быстро выйдут из строя, даже если они твёрдые. И хотелось бы, но вот добраться до рабочей поверхности пальца нижней головки нереально, ведь поверхность пальца спрятана под роликами подшипника.

Палец 3 нижней головки шатуна сильно выступает из щеки коленвала.
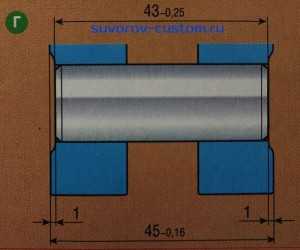
Так как же тогда определить левак? Качественные заводские пальцы, устанавливают на нормальных заводах под срез обоих щёк коленвала — смотрите фотографии В, Д и рисунок Г. У халтурщиков обычно палец выступает из щеки коленвала, или наоборот утоплен в щеке или в обоих щеках кривошипа.
К тому же следует знать, что у качественного фирменного кривошипа, торцы пальца и отверстия в щеках имеют ровные фаски шириной 1 мм (смотрите рисунок Г). Эти фаски просто необходимы, так как без них запрессовка пальца пройдёт с порчей (задиром) отверстий, и эти задиры всегда обнаруживаются у левака, если распрессовать такой коленвал. А испорченные (задранные) отверстия под палец, вызывают прослабление пальца при работе мотора и как следствие перекос щёк (их проворачивание), что приводит к клину двигателя. Так что с этим шутить нельзя, а казалось бы такая мелочь — всего лишь нет фасок.

палец утоплен в щеке коленвала
Проверка коленвала на параллельность его щёк (цапф).
В этой проверке нам поможет штангельциркуль. Чтобы точно определить параллельность щёк (цапф), нужно замерить расстояние между наружными (боковыми) поверхностями щёк, причём замеры нужно сделать в четырёх, а лучше шести диаметрально противоположных местах.

ТАКИЕ БЫВАЮТ ВИДЫ ПЕРЕКОСОВ ЩЁК КОЛЕНВАЛА.
В идеале — разброса расстояний, не должно быть вообще (то есть все шесть замеров должны быть абсолютно одинаковыми). Но всё же такой идеальный коленвал очень трудно найти, поэтому следует знать, что максимально допустимое отклонение (непараллельность) при замерах — это всего 0,02 мм, не более. Именно поэтому, в начале статьи, я советовал для этих измерений использовать штангенциркуль, способный измерять сотые доли мм, а не десятые. Для этой цели можно так же с успехом использовать микрометр.
Если же при проверке, вы обнаружите непараллельность щёк, а значит и цапф коленвала, то знайте, что при работе двигателя, на опорные подшипники цапф такого коленвала, будут постоянно воздействовать сильные переменные нагрузки ( и вибрация), и подшипники цапф разлетятся за считанные километры. Да и на руле мотоцикла, вы будете чувствовать довольно неприятную вибрацию (хотя, совсем недолго).
Чистота обработки деталей коленвала.
Чистота обработки поверхностей цапф коленвала.А — заводская чистовая обработка поверхности цапфы и если присмотреться имеет плавный переход с толстого диаметра на более тонкий.Б — грубая обработка левака, со следами от резца, и резкие переходы диаметров под острым углом.
Как говорится в известной пословице: чистота залог здоровья, и это высказывание подходит и для деталей коленвала, да и любой детали двигателя. Внешние поверхности деталей коленчатого вала, даже внешние поверхности щёк, должны иметь гладкую поверхность. К тому же в двухтактном двигателе, шершавая поверхность деталей кривошипа, создаёт лишнее сопротивление потоку топливной смеси, который с большой скоростью поступает в картер двигателя.
Поверхности деталей левых производителей, пестрят неровностями, рисками, забоинами, да и просто шершавой поверхностью от обработки некачественным инструментом. Размеры проточек на левых деталях разные, например точность обработки диаметра правой и левой цапф у левака сильно хромает и диаметр левой цапфы вала, может отличаться от диаметра правой цапфы вала на десятые доли мм, как в плюс, так и в минус (это нетрудно проверить штангенциркулем). И если диаметр больше, то подшипник просто не напрессуешь (или это будет очень тяжело и подшипник быстро выйдет из строя), а если диаметр меньше, то нетрудно догадаться, что вал просто провернёт в подшипнике при работе мотора. На фирменных заводских деталях такого безобразия не увидишь.
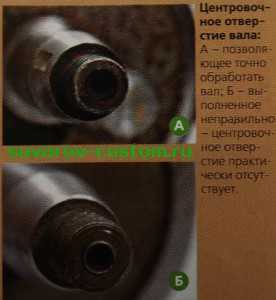 На цапфах нормального коленвала не должны быть вообще видны следы от резца (должна быть гладкая шлифованная поверхность), а в местах перехода с одного диаметра на другой, должны быть аккуратные скругления. Так же обратите пристальное внимание на центровочные (конусные) отверстия на концах (торцах) цапф вала. Конусы этих отверстий должны быть ровными и гладкими, а у левака можно обнаружить как бы выдавленное отверстие (пережатое) — смотрите на фото слева, где на фото А показано нормальное центровочное отверстие, а на фото Б показан левак.
На цапфах нормального коленвала не должны быть вообще видны следы от резца (должна быть гладкая шлифованная поверхность), а в местах перехода с одного диаметра на другой, должны быть аккуратные скругления. Так же обратите пристальное внимание на центровочные (конусные) отверстия на концах (торцах) цапф вала. Конусы этих отверстий должны быть ровными и гладкими, а у левака можно обнаружить как бы выдавленное отверстие (пережатое) — смотрите на фото слева, где на фото А показано нормальное центровочное отверстие, а на фото Б показан левак.
Ещё следует знать, что на качественный заводской коленвал производитель наносит маркировку, которая указывает прохождение контроля качества и детали определённых ремонтных групп маркирует различными цветами. Но халтурщики легко научились делать то же самое, украшая свои изделия цветами и клеймами под заводские, и клеймо легко подделать. Так что основной упор при покупке коленвала, уделяйте замерам, качеству обработки поверхностей и другим методам, описанным выше в тексте.
Цена коленвала.
Часто бывает, что продавец на рынке и не скрывает того, что кривошип изготовлен не на оригинальном заводе производителя мотоцикла. И делают упор на то, что и цена намного меньше, чем у оригинала. Так что мол бери браток, за такую цену тысяч на пять хватит, а затем можно выкинуть эти небольшие деньги и на другой коленвал — он ведь не дорог. Никогда не слушайте таких «спецов».
Ведь коленвал двухтактного двигателя, да и четырёхтактного тоже, имеет очень точную (филигранную) конструкцию. И ось нижнего пальца коленвала, не должна отклоняться при вращении на десятые доли мм. А прессовая посадка пальца нижней головки шатуна в отверстия щёк вала, требует точности изготовления сопрягаемых деталей уже в сотые доли мм. К тому же роликовый подшипник нижней головки шатуна — это практически самая нагруженная деталь двигателя. И долговечность этого подшипника определяется и точностью (сотые доли мм) изготовления деталей и их рабочих зазоров (подшипника и пальца) и их твёрдостью (нрмальной цементацией на определённую глубину), ну и качеством изготовления деталей самого подшипника.
И маркировка сталей для изготовления деталей кривошипа, должна быть соответствующая, рассчитанная не где нибудь в китайском общежитии, а на протяжении долгих лет конструирования на заводах и соответствующих испытаний на заводском стенде. Сталь должна выдерживать довольно высокие нагрузки И железо, используемое при производстве гвоздей, здесь не прокатит.
Из всего вышеперечисленного, адекватные водители и ремонтники легко сделают вывод, что такую деталь как коленчатый вал двигателя, на коленке не сделаешь. А самый главный вывод это то, что стоит отступить хотя бы от одного из вышеперечисленных правил изготовления или проверки кривошипа, и ресурс вашего двигателя резко снизится до какой то жалкой сотни километров! Так стоит ли тогда вообще затевать ремонт?
И на последок хочу предостеречь владельцев отечественной техники. Имейте в виду, что на любом отечественном заводе (да и на зарубежном тоже), имеется место называемое изолятором брака. Ведь бракованная деталь может вдруг случайно появиться, при небольшом сбое какого то производственного процесса. Не будем брать такие крайности как нетрезвый токарь или фрезеровщик, просто может быть сбой станка с ЧПУ например от скачка напряжения, да мало ли что ещё, это не важно. Так вот, в изоляторе брака постепенно скапливаются бракованные детали, в ожидании их переработки.
А на отечественных заводах зарплата у рабочих мягко говоря не очень, вот и уплывают бракованные детали за забор, и далее на рынок, чтобы хоть как то улучшить финансовую недостачу. В общем я это к тому, что даже оригинальные запчасти от производителя мотоцикла, могут появиться в продаже в некондиционном (бракованном) состоянии. Так что даже если вы определите, что деталь заводская, всё равно очень важно проверить её методами, описанными мной выше.
Ну вот вроде бы и все премудрости, позволяющие определить подделку. И я очень надеюсь, что прочитав эту статью, многие мотоциклисты, особенно новички, решив наконец то заменить гремящий кривошип новым, сумеют легко проверить качество коленвала и выбрать среди кучи деталей достойный экземпляр, ведь всё таки не лампочку покупаем; удачи!
suvorov-castom.ru
Проверка коленвала мотоцикла, скутера на исправность
 Даже самая малейшая неисправность коленвала на мотоцикле или скутере, как и на любом другом транспорте, значительно влияет на всю работу двигателя в целом или полностью выводит его из строя. Именно по этой причине очень важно проверить коленвал мотоцикла, скутера на исправность, своевременно определить ее и если таковая имеется, то устранить поломку своими руками или обратится к квалифицированным работникам на СТО, которые отремонтируют или произведут замену коленвала. Затрагивая эту важную тему, мы научимся производить проверку работы коленвала, но без затрагивания коренных подшипников.
Даже самая малейшая неисправность коленвала на мотоцикле или скутере, как и на любом другом транспорте, значительно влияет на всю работу двигателя в целом или полностью выводит его из строя. Именно по этой причине очень важно проверить коленвал мотоцикла, скутера на исправность, своевременно определить ее и если таковая имеется, то устранить поломку своими руками или обратится к квалифицированным работникам на СТО, которые отремонтируют или произведут замену коленвала. Затрагивая эту важную тему, мы научимся производить проверку работы коленвала, но без затрагивания коренных подшипников.
С чего следует начинать проверку коленвала на мотоцикле, скутере?
Начальные действия стоит производить с верхней головки шатуна. Поэтому взяв бензин или жидкость для промывки карбюратора тщательно очистите головку от всевозможных пятен масла или нагара. После этого устанавливаем игольчатый подшипник на его место и фиксируем поршневой палец таким образом, как вы бы это делали при установке его в поршень. Ловим расположение пальца по центру и начинаем делать проверку. Главное, что нам нужно выполнить в этом моменте, это сделать определение вертикального и горизонтального люфта. Чтобы определить горизонтальный люфт, нужно сдвигать палец по диагонале в разные стороны, при этих действиях минимальный люфт обязан присутствовать. В большинстве случаев, неисправность связана с вертикальных люфтом. Чтобы его определить, нужно пробовать двигать палец внутри подшипника движениями вверх-вниз. Образовавшийся люфт между игольчатыми подшипниками и верхней головкой шатуна свидетельствует о ее износе. Для полного убеждения в этом, нужно произвести замену сепаратора и поршневого пальца на новые и повторить операцию вновь. В том случаи если лифт исчез, последние детали нужны заменить на новые. Однако, если все — таки люфт присутствует, то менять нужно коленвал полностью, но бывает, что замене подлежит один шатун, если другие элементы вала имеют надлежащее состояние.
Верхняя и нижняя головка шатуна на мотоцикле, скутере
Если вы произвели вышеперечисленную проверку и все оказалось в норме, то переходим к проверке нижней головке шатуна. Кстати, довольно часто происходит обоюдный износ. Следует промыть тем же методом нижнюю головку шатуна от элементов грязи, пятен масла и нагара, применяя бензин или жидкость для карбюратора. После этого извлекаем поршневой палец с сепаратором. Удерживаем с двух сторон пальцами головку шатуна, проверяем на наличие горизонтального люфта, деликатно поворачивая шатун влево – вправо. Если присутствует небольшой люфт, то это является пределами нормы. Самым опасным является вертикальный люфт, вот теперь беремся проверить и его на наличие. Выставляем шатун строго по центру, чтобы не дотрагивался к щекам коленвала. Осторожными движениями пробуем сдвигать шатун вверх — вниз. Если в этом процессе присутствует даже минимальный люфт, то это служит поводом для его замены. Случается часто, что шатун бьется об щеки и это биение многие по началу принимают за люфт, поэтому эту операцию следует провести несколько раз подряд, в каждую из попыток проверки выставляя шатун строго по центру, исключив его малейшее биение об щеки.
Мы выполнили основную проверку коленвала мотоцикла, скутера на исправность, которая дает возможность определить износ коленвала.Но еще существует одна поломка, которая провоцирует биение коленвала — это его неровность. Эта поломка обычно проявляется значительной вибрацией вала и байка в целом. Такое биение можно проверить специально оборудованном блоке с помощью специального набора инструментов, а значит точное значение в домашних условиях не представляется возможным.Максимально допустимая норма отклонения оси до 0,05 мм. Если свыше, то вал нужно выравнивать или производить его замену.
Похожие статьи:
www.motopedy.ru
Коленчатый вал - что это такое
 Коленчатый вал – это одна из самых важных деталей любого двигателя. Она строго индивидуальна для каждой модели автомобиля и в процессе работы притирается к конкретному двигателю.
Коленчатый вал – это одна из самых важных деталей любого двигателя. Она строго индивидуальна для каждой модели автомобиля и в процессе работы притирается к конкретному двигателю.
1. Что такое коленчатый вал, его основные задачи?
Коленчатый вал (коленвал) – это главный элемент двигателя автомобиля, являющийся частью кривошипно-шатунного механизма, который преобразует энергию сгорающих в цилиндрах двигателя газов в механическую энергию.
 Главная задача коленчатого вала – преобразовать возвратно-поступательные движения поршней двигателя в крутящий момент, который через трансмиссию передаётся на колёса автомобиля. Одной из основных технических характеристик коленчатого вала, как и всего двигателя, является радиус кривошипа. Это расстояние от осей коренных шеек (шейки, в которых вращается коленвал в цилиндровом блоке) к осям шатунных шеек (шейки, которые вращаются внутри большой головки шатуна). Удвоенный радиус кривошипа являет собой длину хода поршня, которая определяет объём цилиндров. Если изменить длину радиуса кривошипа при неизменном диаметре цилиндра, это приведёт к изменению объёма цилиндров. Эту зависимость часто используют, чтобы менять технические характеристики всего двигателя в определённом направлении.
Главная задача коленчатого вала – преобразовать возвратно-поступательные движения поршней двигателя в крутящий момент, который через трансмиссию передаётся на колёса автомобиля. Одной из основных технических характеристик коленчатого вала, как и всего двигателя, является радиус кривошипа. Это расстояние от осей коренных шеек (шейки, в которых вращается коленвал в цилиндровом блоке) к осям шатунных шеек (шейки, которые вращаются внутри большой головки шатуна). Удвоенный радиус кривошипа являет собой длину хода поршня, которая определяет объём цилиндров. Если изменить длину радиуса кривошипа при неизменном диаметре цилиндра, это приведёт к изменению объёма цилиндров. Эту зависимость часто используют, чтобы менять технические характеристики всего двигателя в определённом направлении.
Подбирая соотношение длины хода поршня и диаметра цилиндра, двигатель можно сделать длиноходным (ход поршня превышает диаметр цилиндра) или короткоходным (диаметр цилиндра больше, чем ход поршня). Короткоходные двигатели дают возможность повысить мощность за счёт увеличения скорости вращения. А длиноходные двигатели более экономичны и обеспечивают высокий крутящий момент на низких оборотах.
При изменении параметров коленчатого вала происходит изменение всех параметров двигателя, поэтому нужно быть предельно осторожным, тюнингуя свой автомобиль, так как технические характеристики часто меняются не в лучшую сторону.
2. Материалы, из которых изготовлен коленчатый вал.
Когда двигатель работает, на коленчатый вал действую сильные нагрузки. Его надёжность определяется конструкцией и материалом, из которого он изготовлен. Этот элемент двигателя, как правило, имеет цельную структуру. А потому материалы для него должны быть максимально прочными, потому что от прочности коленчатого вала будет зависеть работа всей системы.
 В качестве материалов для изготовления коленвалов используют углеродистую и легированную сталь либо чугун высокой прочности. Коленвал можно изготовить методом литья, методом ковки из стали или методом точения. Заготовки получают способом горячей штамповки или способом литья. Очень важно, как расположены волокна материалов в заготовках. Чтобы не допустить их перерезания в дальнейшей обработке, применяются гибочные ручьи. Когда заготовка готова, её дополнительно обрабатывают под высокой температурой и очищают от окалины (дробомётной машиной или методом травления).
В качестве материалов для изготовления коленвалов используют углеродистую и легированную сталь либо чугун высокой прочности. Коленвал можно изготовить методом литья, методом ковки из стали или методом точения. Заготовки получают способом горячей штамповки или способом литья. Очень важно, как расположены волокна материалов в заготовках. Чтобы не допустить их перерезания в дальнейшей обработке, применяются гибочные ручьи. Когда заготовка готова, её дополнительно обрабатывают под высокой температурой и очищают от окалины (дробомётной машиной или методом травления).
Материал и способ производства коленвала подбирается в зависимости от типа и класса автомобиля.
1. В серийных моделях коленвал производят из чугуна методом литья. Это даёт возможность уменьшить себестоимость производства и уложиться в указанные расчёты.
2. Более дорогие спортивные модели оснащают кованным стальным коленвалом. Подобные детали имеют множество преимуществ над литыми по габаритам, весу и прочности, а потому всё чаще применяются в автомобилестроении.
3. Для самых дорогих двигателей коленвал вытачивают из цельного стального куска. При этом значительная часть материала попросту становится отходами.
3. Конструкция коленчатого вала.
Конструкция коленчатого вала определяются количеством цилиндров, их конфигурацией и порядком работы, от чего зависит расположение и количество коренных и шатунных шеек. Например, в двигателях V6 присутствует небольшое угловое смещение шатунных шеек по длине вала. В американской версии двигателя V8 коленвал напоминает крест, а в европейской версии V8 для спортивных автомобилей коленвал плоский. Несмотря на всё это, конструкция разных коленчатых валов очень похожа. Конструктивно коленчатый вал состоит из таких основных элементов:
 1. Коренные шейки – опорная шейка, которая находится в коренном подшипнике (располагается в картере двигателя).
1. Коренные шейки – опорная шейка, которая находится в коренном подшипнике (располагается в картере двигателя).
2. Шатунные шейки – опорные шейки, которые связывают коленвал с шатунами (в них проходят масленые каналы для смазки) и служат опорой для шатунов.
3. Щёки вала – элемент, который связывает между собой коренные и шатунные шейки.
4. Носок (выходная передняя часть вала) – часть, на которую крепится зубчатое колесо либо шкив отбора мощности, соединяющиеся с газораспределительным механизмом, распределительным валом, гасителем крутильных колебаний, вспомогательными узлами и элементами.
5. Хвостик (выходная задняя часть вала) – часть, которая соединяется с маховиком или шестернёй отбора мощности.
6. Противовесы – элемент коленвала (по сути, продолжение щеки в противоположную сторону от шатунных шеек), который отвечает за разгрузку коренных шеек от сил инерции нижних частей шатунов и неуравновешенных масс кривошипа и обусловливают плавную работу двигателя.
7. Подшипники скольжения – обеспечивают вращение коленчатого вала на опорах. Подшипники являют собой тонкостенные вкладыши, изготовлены из стальной ленты с антифрикционным слоем. Вкладыши фиксируются в опоре выступом, который не позволяет им перекручиваться или за счёт тугой посадки. Наличие смазки обеспечивает простое вращение в подшипниках на протяжении долгого времени.
8. Упорный подшипник скольжение – элемент, который не допускает осевых перемещений коленчатого вала. Он устанавливается на крайнюю коренную шейку или на среднюю коренную шейку. Количество коренных шеек, обычно, превышает количество шатунных на единицу (такой коленвал называют полноопорным) и они имеют больший диаметр.
Коленом называют шатунную шейку, которая располагается между двумя щеками. Положение колен определяется особенностями работы двигателя, положением его цилиндров и должно обеспечивать его уравновешенность, минимальные колебания и минимальные крутильные моменты.
 Место перехода шейки к щеке – это самое нагруженное место в конструкции коленвала. Для того, чтобы снизить напряжение на это место, переход делают с галтелью (радиусом закругления). Галтели увеличивают длину вала и для снижения этого значения их углубляют в шейку или щеку. Все коренные и шатунные шейки интегрированы в смазочную систему двигателя. Эти элементы смазываются под давлением. Подвод масла организован к каждой из коренных шеек от общей магистрали в индивидуальном порядке. А к шатунным шейкам масло попадает по каналам в щеках.
Место перехода шейки к щеке – это самое нагруженное место в конструкции коленвала. Для того, чтобы снизить напряжение на это место, переход делают с галтелью (радиусом закругления). Галтели увеличивают длину вала и для снижения этого значения их углубляют в шейку или щеку. Все коренные и шатунные шейки интегрированы в смазочную систему двигателя. Эти элементы смазываются под давлением. Подвод масла организован к каждой из коренных шеек от общей магистрали в индивидуальном порядке. А к шатунным шейкам масло попадает по каналам в щеках.
4. Обслуживание коленчатого вала.
Коленчатый вал, как и любая деталь автомобиля требует периодического обслуживания. Для этого нужно уметь его снимать и устанавливать обратно.
Снятие коленчатого вала производится в такой последовательности:
1. Демонтируется двигатель из автомобиля, а потом из него снимаются все элементы.
2. Двигатель переворачивается коленвалом к верху. Крышки коренных подшипников отличаются, поэтому необходимо запомнить их положение.
3. Снимаются крышки коренных подшипников.
4. Поднимается коленвал, а заднее уплотнительное кольцо снимается.
5. Снимаются коренные вкладыши с крышек коренных подшипников и блока цилиндров.
После снятия производится проверка коленчатого вала.
Алгоритм проверки коленчатого вала:
1. Промыть бензином все составляющие и просушить деталь.
2. Тщательно осмотреть коленвал на наличие негативных следов от использования (трещины, сколы, сильный износ). Если же коленвал признан непригодным для дальнейшей эксплуатации, то придётся приобрести новый.
3. Прочистить, промыть и продуть сжатым воздухом все каналы для масла, предварительно открутив пробки.
4. Если на шатунных шейках обнаружены задиры или царапины, то их необходимо отшлифовать и отполировать. После этого опять следует продуть воздухом масляные каналы.
5. Осмотреть вкладыши коренных подшипников. Если на них есть дефекты, то их необходимо заменить на новые.
6. Осмотреть маховик и при обнаружении на нём дефектов, маховик стоит заменить.
7. Осмотреть подшипник носка и, если на нём есть негативные следы эксплуатации, то его нужно выпрессовать и запрессовать новый.
8. Осмотреть сальник, который находится в крышке распределительных звёздочек и при необходимости заменить эту деталь. При большом пробеге автомобиля сальник меняют в обязательном порядке.
9. Сменить и обжать набивку заднего уплотнения коленвала.
10. Проверить резиновые уплотнители, которые расположены в держателе набивки. Если они непригодны для дальнейшего использования, то их нужно заменить.
 После проверки коленчатый вал необходимо установить обратно. Установка коленчатого вала производится в обратной последовательности к его снятию. Перед установкой нужно обязательно смазать все шейки и другие элементы коленвала моторным маслом. После установки следует проверить, что коленчатый вал вращается легко и плавно. В противном случае придётся его опять снять и установить заново, добиваясь плавности хода.
После проверки коленчатый вал необходимо установить обратно. Установка коленчатого вала производится в обратной последовательности к его снятию. Перед установкой нужно обязательно смазать все шейки и другие элементы коленвала моторным маслом. После установки следует проверить, что коленчатый вал вращается легко и плавно. В противном случае придётся его опять снять и установить заново, добиваясь плавности хода.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?Да Нет
auto.today