Кованые поршни на скутер. Изготовление поршней для мотоциклов
Токарные работы. Поршень.
Изготовление поршней
Общество с ограниченной ответственностью "МИКРОН" выполняет токарные работы по изготовлению различных моделей поршней для всех типов техники - от кроссовых мотоциклов до автомобильных двигателей.
Поршень основная деталь любого двигателя внутреннего сгорания, преобразующая возвратно-поступательное движение расширяющихся газов во вращательное движение коленвала.
Производство поршней начинается с нарезки алюминиевого стержня на заготовки. Эта операция выполняется с помощью дисковой пилы со специальным подающим механизмом.
Большинство поршней производятся из алюминия, этот материал подходит идеально т.к. не подвержен коррозии в агрессивной среде внутри двигателя, легок, что позволяет снизить инерционные массы двигателя, а также хорошо подается всем видам необходимой обработки штамповке, токарной и фрезерной обработке.
Следующий этап эта штамповка поршня. Данная операция производится на прессе с усилием 2000 тонн. Перед штамповкой заготовка подвергается нагреву до температуры около 400С и покрывается маслом
Дальнейшие основные работы выполняет токарь. Токарные работы включают прорезку канавок под два компрессионных кольца и одно маслосъемное кольцо, формирование купола поршня, Токарные работы завершаются прорезанием отверстия под поршневой палец.
Далее выполняются фрезерные работы, в процессе которых снимается металл в местах, где это не приводит к потере прочности изделия. Это делается для максимального облегчения поршня.
Помимо этих работ производится ряд дополнительных операция по закалке и цементации металла, обработке острых кромок, мойке и обезжириванию поршня.
На завершающем этапе производится лазерная маркировка модели и даты, упаковка и отгрузка потребителю.
tswrk.ru
Поршни - Материалы, применяемые для основных деталей гоночных и спортивных мотоциклов - Пособие механикам мотоциклов
На гоночных двигателях, имеющих рабочий объем одного цилиндра не свыше 125 см3, и спортивных — до 175 см3 в основном применяются литые поршни из высококремнистых алюминиевых сплавов. В отечественной промышленности наиболее широко распространены сплавы № 1 и 2 по нормали HI 160 — 50. Однако большей жаропрочностью обладает высококремнистый литейный сплав Лоу-Экс.
Химический состав этих сплавов приведен в таблице.
| Название сплава | Содержание основных легирующих элементов (%) | Твердость поршня после термообработки | |||||
| Cu | Si | Mg | Fe | Ni | Mn | ||
| Сплав № 1 | 2 — 44 | 10 — 12 | 0,5 — 1,3 | 0,8 макс. | 0,9 — 2,0 | 0,5 — 1,3 | 100 — 135 |
| Сплав № 2 | 1,5 — 2,5 | 17 — 20 | 0,5 — 1,3 | 0,8 — 1,0 | 0,9 — 1,2 | 0,5 — 1,0 | 100 — 135 |
| Лоу-Экс | 0,6 — 1,0 | 11,2 — 14,2 | 0,9 — 1,2 | 0,8 — 1,2 | 2,2 — 2,7 | — | 120 — 140 |
Термообработка поршней состоит из закалки и отпуска и производится после предварительной механической обработки поршня. Отливают поршни только в кокиль.
В двигателях с большим рабочим объемом одного цилиндра поршни работают при более высокой температуре, поэтому на них применяются кованые поршни из алюминиевого сплава АК-4. Однако это требует увеличения температурных зазоров между поршнем и цилиндром в 1,20 — 1,35 по сравнению с литыми поршнями. Термообработка поршней из сплава АК-4 аналогична литым поршням (твердость НВ = 100 — 120).
Поршневые кольца для всех четырехтактных и спортивных двухтактных двигателей изготовляют из серого перлитного чугуна, имеющего следующий химический состав:
В ряде случаев используют индивидуальную отливку колец заданной формы в свободном состоянии. Твердость колец HRB = 98 — 104.
Чтобы увеличить износостойкость верхнего компрессионного кольца, в основном на четырехтактных двигателях применяется пористое хромирование трущейся поверхности. Общая толщина хрома равна 0,15 — 0,20 мм, из нее слой пористого хрома составляет примерно 0,05 мм.
На двухтактных гоночных двигателях в основном ставят стальные хромированные кольца, покрытие которых аналогично вышеуказанным хромированным чугунным кольцам. Стальные кольца изготовляют из стали 40Х, 60ХГ, 65Г, 60С2 или 50ХФА. Перед окончательной обработкой и хромированием кольцо закаливают (твердость HRC = 45 — 50).
«Пособие механикам мотоциклов»,А.Н.Силкин, Б.С.Карманов
Загрузка...www.carshistory.ru
Кованые поршни.
Для многих приверженцев тюнинга серийных моторов, кованные поршни являются самыми первыми деталями, которыми заменяют штатные поршни. И кованные поршни из-за своей большей прочности, чем у обычных поршней, позволяют облегчить их ещё больше — на целую четверть. В этой статье мы рассмотрим почему кованые поршни имеют ряд преимуществ перед обычными литыми, чем они отличаются, и следует ли их устанавливать на обычные серийные двигатели, или только на спортивные форсированные?
 Начнём немного из далека, то есть из прошлого века. Все мотористы знают, что раньше поршни изготавливались из высокопрочного чугуна, и поршень из этого металла обладал высокой прочностью, износостойкостью, а главное имел небольшой коэффициент расширения от нагрева. И благодаря этому можно было сделать минимальный зазор между поршнем и цилиндром. Но от чугунных поршней отказались более полувека назад, так как чугунный поршень имел большую массу.
Начнём немного из далека, то есть из прошлого века. Все мотористы знают, что раньше поршни изготавливались из высокопрочного чугуна, и поршень из этого металла обладал высокой прочностью, износостойкостью, а главное имел небольшой коэффициент расширения от нагрева. И благодаря этому можно было сделать минимальный зазор между поршнем и цилиндром. Но от чугунных поршней отказались более полувека назад, так как чугунный поршень имел большую массу.
И если вначале, на тихоходных моторах чугунные поршни работали не плохо, то позже, когда мощность мотора начали наращивать за счёт повышения оборотов, чугунные поршни из-за своего веса оказались непригодны. Так как их вес, при возвратно-поступательном движении деталей, ощутимо повышал нагрузку на опоры деталей, а именно: палец, шатун, коленчатый вал. И чтобы упрочнить эти детали, их размеры, а следовательно и массу приходилось увеличивать — это ставило в тупик эволюцию успешного развития моторов.
Как известно многим, чугун впоследствии заменил намного более лёгкий алюминиевый сплав, который частично снял проблему веса, но вот механические свойства, прочность алюминиевых сплавов оставляет желать лучшего, и до сих пор инженеры ищут способы упрочнения алюминиевых сплавов. И один из способов упрочнения алюминиевого поршня — это изотермическая штамповка, или говоря проще — ковка. А чтобы понять, почему кованный поршень круче литого, рассмотрим процесс изготовления обычных литых, а затем и кованных поршней.
Производство обычных литых поршней.
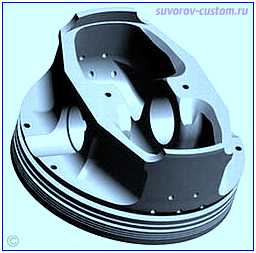
 Изготовление алюминиевых поршней методом литья расплавленного металла в форму, которую называют матрица или кокиль, инженеры переняли ещё у наших предков, отливающих бронзовые топоры. Залитый в кокиль алюминиевый сплав, грубо повторяет форму кокиля (матрицы) внутри и снаружи. Затем следует термическая и станочная обработка грубо отлитой детали (см. фото) , с которой снимается лишний металл и деталь принимает цилиндрическую форму (ну почти цилиндрическую, с небольшой конусностью).
Изготовление алюминиевых поршней методом литья расплавленного металла в форму, которую называют матрица или кокиль, инженеры переняли ещё у наших предков, отливающих бронзовые топоры. Залитый в кокиль алюминиевый сплав, грубо повторяет форму кокиля (матрицы) внутри и снаружи. Затем следует термическая и станочная обработка грубо отлитой детали (см. фото) , с которой снимается лишний металл и деталь принимает цилиндрическую форму (ну почти цилиндрическую, с небольшой конусностью).
Эта простая технология производства алюминиевых поршней отработана не одним десятилетием и делают так большинство поршней до сих пор, и такие поршни известны всем. Хотя современное литьё в кокиль, всё же отличается от литья топора первобытного человека, хотя бы тем, что металл подаётся в форму под давлением. Так отливают современные алюминиевые рамы мотоциклов, но вот поршни так отливают далеко не все фирмы.
Многие беря в руки литой поршень, даже авторитетного производителя, не видят снаружи никаких изъянов, и многие полагают, что в таких деталях как поршни, изъянов быть не должно. Но это не значит, что так и есть, ведь в процессе отливки, любая деталь насыщается внутренними пустотами, так называемыми кавернами (мельчайшие пузырьки). И литой алюминий всегда имеет некоторую рыхлость в своей структуре, которая естественно не добавляет ему прочности.
Как я написал выше, современное литьё под давлением, так называемая «жидкая штамповка» позволяет получить несколько лучшую структуру отлитого металла, но и эта технология всё же не устраняет полностью слабостей отлитых заготовок. Тем более, что с помощью жидкой штамповки изготавливают далеко не все поршни (о жидкоштампованных поршнях читаем вот здесь).
И чтобы как то упрочнить отлитые детали, в их конструкцию инженеры добавляют усиливающие элементы — например делают дно поршня толще, да и стенки тоже, а бобышки под палец делают более массивными. Конечно же все эти усиления добавляют веса, и в итоге выходит, что более древний и прочный чугунный поршень, проигрывает в весе алюминиевому поршню совсем не много — примерно 10 — 15 процентов.
И напрашивается вопрос — стоила ли овчинка выделки? Да стоила, так как у алюминиевого сплава есть ещё одно хорошее достоинство — алюминиевые сплавы раза в три лучше отводят тепло, чем чугун. И это свойство незаменимо в современных (горячих) двигателях, с высокой степенью сжатия.
Естественно если ваш мотоцикл (или автомобиль) всего лишь средство небыстрого перемещения тела на работу и обратно, ну и разок-другой на природу по выходным, то тратить деньги на замену штатного литого поршня (или поршней) на кованый нет смысла. Ведь лёгкие кованные поршни незаменимы для высокооборотистых моторов, и кроме того, что вы установите более лёгкий кованный поршень, нужно сделать ещё несколько операций по форсировке, установить спортивный распредвал и т.д (ну хотя бы как описано вот тут).
Но следует помнить, что жизнь форсированного двигателя хотя и яркая, но гораздо короткая, чем у штатного заводского мотора. И форсировка подойдёт для спортивных соревнований, или для вашего второго мотоцикла (или машины) на которых вы хотите отрываться по выходным на треке.
Технология производства кованых поршней.
Совсем по другому получается структура металла, если его упрочнить ещё до механической обработки. Для упрочнения поступают так: с отлитой большой болванки диаметром примерно 500 мм снимают верхний (самый рыхлый) слой металла, толщиной 15 — 20 мм. После этого «похудевшую» заготовку волочат (протягивают) через специальное устройство с отверстиями (фильеры), до тех пор, пока заготовка не станет тоньше в 10 раз! Естественно, что после такого сильного сжатия, от пустот в структуре отлитого материала не остаётся и следа.
Этапы формирования кованого поршня.а — заготовка отрезанная от пропущенного через фильеры прутка, б — паунсон, который формирует внутренний контур поршня, в — заготовка поршня вышедшая из под пресса, г — она же после обработки верхнего слоя металла на станке, д — поршень после конечной механической обработки на особо точном станке.
Далее от «похудевшей» более чем в 10 раз заготовки отрезают кусок прутка, который соответствует определённой массе заготовки будущего поршня, и укладывают этот кусок прутка в матрицу, в которой его нагревают до 485 градусов (минус или плюс 1 градус, но не более). После того, как заготовку (кусок прутка) уложили в матрицу и нагрели, на неё начинает давить паунсон с усилием в 250 тонн!, выдавливая внутренний контур в поршне (этот паунсон по своей форме точно повторяет внутренние контуры поршня).
После такого глобального сжатия, внутренняя структура алюминиевого сплава упрочняется уже на молекулярном уровне, получая совершенно новый по своим механическим свойствам материал. Дальше поршень обрабатывается на станке, так же как и обычный литой поршень.
И хотя такая технология в несколько раз затратнее обычной (от этого и кованый поршень в несколько раз дороже обычного литого), но всё же, как показали испытания — получаемый волочильным способом алюминиевый поршень выдерживает усилие на разрыв на 40% больше, усилие на изгиб на 30% больше, а термическая устойчивость повышается аж в пять раз! Твёрдость по Бриннелю у кованого поршня достигает 130 единиц (у литого едва доходит до 90). И при всём при этом, кованый поршень при одинаковой форме как у литого поршня, ещё и легче его примерно на 10%.
Из вышеописанного поймёт даже не профессионал, что кованые поршни выдержат самые жёсткие условия напряжённой работы форсированного двигателя, и не зря их применяют в авто и мотоспорте.
Ну а есть ли смысл устанавливать кованый поршень в серийный мотор?
Любому ясно, что кованые поршни просто необходимы в заряженных спортивных двигателях. Ведь при увеличении степени сжатия и мощности, нагрузка на цилиндро-поршневую группу возрастает, и значит малейшие пустоты в литом поршне заявят о себе довольно быстро, литой поршень просто развалится. Но нельзя забывать, что кроме установки кованых поршней в форсированный двигатель, и другие детали двигателя (например шатуны) нужно ставить гораздо качественнее и прочнее, чем штатные.
А есть ли смысл установки кованых поршней в обычный не форсированный заводской мотор? Да есть, ведь такие поршни могут предохранить двигатель от разрушения обычных литых поршней, например при случайной заправке низкосортным топливом, которого сейчас полно на заправках (как определить некачественный бензин читаем вот тут), и которое вызвало детонацию. Ведь детонация способна разрушить литые поршни всего за пару минут, при поездке с полной нагрузкой. А кованые поршни будут сопротивляться детонационным нагрузкам несколько часов.
И не забываем, что и термическая устойчивость кованых поршней больше чем у литых аж в пять раз! А это значит, что кованые поршни будут сопротивляться и калильному зажиганию дольше раз в пять. А литой поршень может прогореть от калильного зажигания в течении нескольких минут.
Это не значит, что установив кованые поршни, можно не обращать внимания на детонацию или калильное зажигание, но всё таки запас прочности никогда не помешает, ведь заправиться леваком можно случайно и от этого никто не застрахован.
Так же следует отметит, что термическая устойчивость кованых поршней (в пять раз большая, чем у литых) позволит не заклинить поршень в цилиндре от перегрева, что часто случается на более древних моторах с воздушным охлаждением, которые более склонны к перегреву.
И практика показала, что обычный литой поршень, после воздействия детонации, калильного зажигания, или перегрева приходилось менять, а вот кованый поршень, прошедший такие испытания, оставался пригодным для дальнейшей работы.
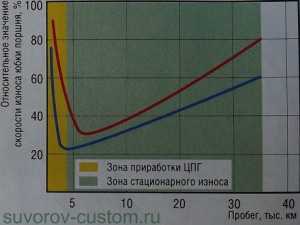 К тому же следует учесть, что кованые поршни медленнее изнашиваются от естественного износа. Разницу в износе литого и кованого поршня, на примере мотоцикла Урал, можно увидеть на графике слева, на котором красной линией показан износ литого поршня, а синей линией показан износ кованого поршня.
К тому же следует учесть, что кованые поршни медленнее изнашиваются от естественного износа. Разницу в износе литого и кованого поршня, на примере мотоцикла Урал, можно увидеть на графике слева, на котором красной линией показан износ литого поршня, а синей линией показан износ кованого поршня.
И последнее.
Зарубежные кованые поршни стоят больших денег, ведь там умеют ценить свой труд и считать деньги. У нас кованые поршни можно купить намного дешевле или заказать на российском предприятии (о российском производителе кованых поршней читаем вот тут). Но следует учесть, что сейчас появилось огромное количество подделок кованых поршней, особенно к отечественным мотоциклам и машинам. И здесь следует быть внимательным, чтобы не нарваться на подделку.
 Следует уяснить, что технологией производства кованых поршней в России владеют считанные предприятия, и свой авторитет они берегут. Зарубежные потребители это уже поняли, и поняли так же, что и цена очень приятная, по сравнению с западом, а качество нисколько не хуже, и поэтому большинство заказчиков на этих предприятиях иностранцы.
Следует уяснить, что технологией производства кованых поршней в России владеют считанные предприятия, и свой авторитет они берегут. Зарубежные потребители это уже поняли, и поняли так же, что и цена очень приятная, по сравнению с западом, а качество нисколько не хуже, и поэтому большинство заказчиков на этих предприятиях иностранцы.
Не знаю как кто, но я горд за наши предприятия, выпускающие кованые поршни, успехов всем.
suvorov-castom.ru
поршень двигателя
Поршень двигателя является одной из самых главных деталей и конечно же от материала и качества поршней зависит успешная эксплуатация мотора и его долгий ресурс. В этой статье, больше рассчитанной на новичков, будет описано всё (ну или почти всё), что связано с поршнем, а именно: назначение поршня, его устройство, материалы и технология изготовления поршней и другие нюансы.
Сразу хочу предупредить уважаемых читателей, что если какой то важный нюанс, связанный с поршнями, или с технологией их изготовления, я уже написал более подробно в другой статье, то разумеется мне нет смысла повторяться в этой статье. Я просто напросто буду ставить соответствующую ссылку, перейдя по которой уважаемый читатель при желании сможет перейти на другую более подробную статью и в ней ознакомиться с нужной информацией о поршнях более подробно.
На первый взгляд многим новичкам может показаться, что поршень довольно простая деталь и придумать уже что то более совершенное в его технологии производства, форме и конструкции невозможно. Но на самом деле всё не так просто и не смотря на внешнюю простоту формы, поршни и технологии их изготовления до сих пор совершенствуются, особенно на самых современных (серийных или спортивных) более высоко-оборотистых форсированных двигателях. Но не будем забегать вперёд и начнём от простого к сложному.
Для начала разберём для чего нужен поршень (поршни) в двигателе, как он устроен, какие формы поршней бывают для разных двигателей и далее уже плавно перейдём к технологиям изготовления.
Для чего нужен поршень двигателя.
Поршень, за счёт кривошипно-шатунного механизма (коленвала и шатуна — см. рисунок чуть ниже), перемещаясь возвратно-поступательно в цилиндре двигателя, например перемещаясь вверх — для засасывания в цилиндр и сжатия в камере сгорания рабочей смеси, а так же за счёт расширения сгораемых газов перемещаясь в цилиндре вниз, совершает работу, преобразуя тепловую энергию сгораемого топлива в энергию движения, которая способствует (через трансмиссию) вращению ведущих колёс транспортного средства.
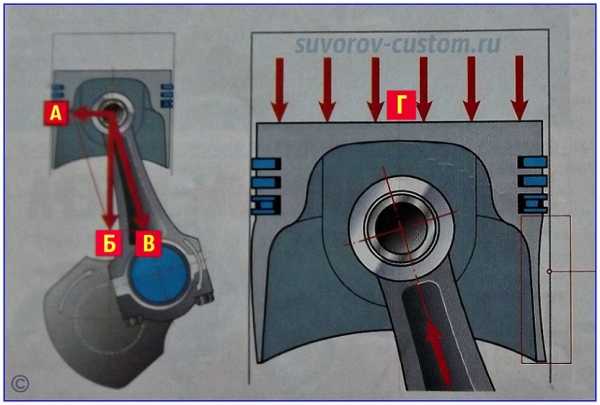
Поршень двигателя и силы действующие на него: А — сила, прижимающая поршень к стенкам цилиндра; Б — сила, перемещающая поршень вниз; В — сила передаваемая усилие от поршня к шатуну и наоборот, Г — сила давления сгораемых газов, перемещающая поршень вниз.
То есть по сути без поршня в одноцилиндровом двигателе, или без поршней в многоцилиндровом двигателе — невозможно движение транспортного средства, на которое установлен двигатель.
Кроме того, как видно из рисунка, на поршень действуют несколько сил, (также на том же рисунке не показаны противоположные силы, давящие на поршень снизу вверх).
И исходя из того, что на поршень давят и довольно сильно несколько сил, у поршня должны быть некоторые важные свойства, а именно:
- способность поршня двигателя противостоять огромному давлению газов, расширяющихся в камере сгорания.
- способность сжать и противостоять большому давлению сжимаемого топлива (особенно на дизелях).
- способность противостоять прорыву газов между стенками цилиндра и своими стенками.
- способность передавать огромное давление на шатун, через поршневой палец, без поломок.
- способность не изнашиваться долгое время от трения о стенки цилиндра.
- способность не заклиниваться в цилиндре от теплового расширения материала, из которого он изготовлен.
- поршень двигателя должен иметь способность противостоять высокой температуре сгорания топлива.
- иметь большую прочность при небольшой массе, чтобы исключить вибрацию и инерционность.
И это далеко не все требования, предъявляемые к поршням, особенно на современных высоко-оборотистых моторах. О полезных свойствах и требованиях современных поршней мы ещё поговорим, а для начала давайте рассмотрим устройство современного поршня.
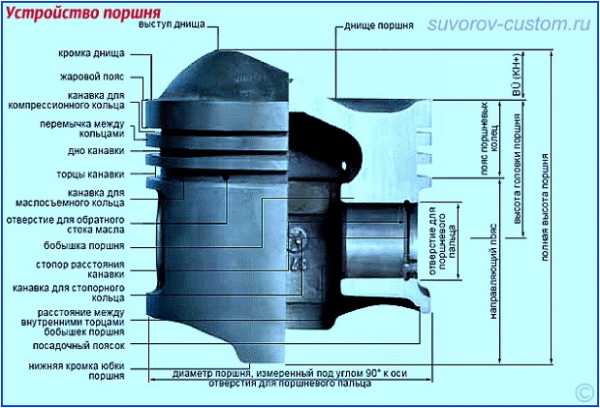
Как видно на рисунке, современный поршень можно разделить на несколько частей, каждая из которых имеет важное значение и свои функции. Но ниже будут описаны основные наиболее важные части поршня двигателя и начнём с наиболее важной и ответственной части — с днища поршня.
Донышко (днище) поршня двигателя.
Это самая верхняя и наиболее нагруженная поверхность поршня, которая обращена непосредственно к камере сгорания двигателя. И нагружено донышко любого поршня не только большой давящей силой от расширяющихся с огромной скоростью газов, но и высокой температурой сгорания рабочей смеси.
Кроме того, донышко поршня своим профилем определяет нижнюю поверхность самой камеры сгорания и также определяет такой важный параметр, как степень сжатия. Кстати, зависеть форма донышка поршня может от некоторых параметров, например от расположения в камере сгорания свечей, или форсунок, от расположения и величины открытия клапанов, от диаметра тарелок клапанов — на фото слева хорошо видны выемки для тарелок клапанов в донышке поршня, которые исключают встречу клапанов с донышком.
Так же форма и размеры донышка поршня зависят от объёма и формы камеры сгорания двигателя, или от особенностей подачи в нее топливно-воздушной смеси — например на некоторых старых двухтактных двигателях на донышке поршня делали характерный выступ-гребень, играющий роль отражателя и направляющий поток продуктов горения при продувке. Этот выступ показан на рисунке 2 (выступ на донышке также виден на рисунке выше, где показано устройство поршня). Кстати, на рисунке 2 так же показан рабочий процесс древнего двухтактного двигателя и то, как влияет выступ на донышке поршня на наполнение рабочей смесью и на выпуск отработанных газов (то есть на улучшение продувки).
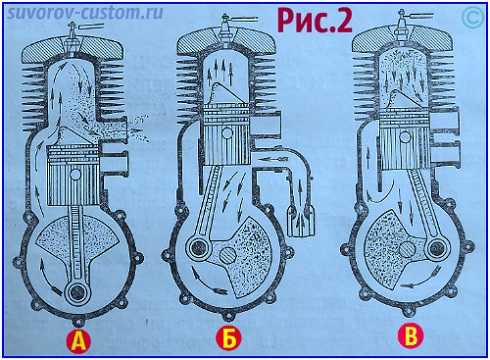
Двухтактный двигатель мотоцикла — рабочий процесс
Но на некоторых двигателях (например на некоторых дизелях) на донышке поршня в центре наоборот имеется круглая выемка, благодаря которой увеличивается объем камеры сгорания и соответственно уменьшается степень сжатия.
Но, поскольку выемка небольшого диаметра в центре донышка является не желательной для благоприятного наполнения рабочей смесью (появляются нежелательные завихрения), то на многих двигателях на донышках поршней в центре перестали делать выемки.
А для уменьшения объема камеры сгорания приходится делать так называемые вытеснители, то есть изготавливать донышко с определенным объёмом материала, который располагают немного выше основной плоскости донышка поршня.
Ну и ещё один важный показатель — это толщина донышка поршня. Чем она толще, тем прочнее поршень и тем большую тепловую и силовую нагрузку он сможет выдержать довольно долго. А чем тоньше толщина донышка поршня, тем бóльшая вероятность прогара, или физического разрушения донышка.
Но с увеличением толщины донышка поршня, соответственно увеличивается и масса поршня, что для форсированных высоко-оборотистых моторов очень нежелательно. И поэтому конструкторы идут на компромисс, то есть «ловят» золотую середину между прочностью и массой, ну и конечно же постоянно стараются усовершенствовать технологии производства поршней для современных моторов (о технологиях позже).
Жаровой пояс поршня.
Как видно на рисунке выше, где показано устройство поршня двигателя, жаровым поясом считается расстояние от донышка поршня до его самого верхнего компрессионного кольца. Следует учесть, что чем меньше расстояние от донышка поршня до верхнего кольца, то есть чем тоньше жаровой пояс, тем более высокую тепловую напряжённость будут испытывать нижние элементы поршня, и тем быстрее они будут изнашиваться.
Поэтому для высоко напряжённых форсированных двигателей желательно делать жаровой пояс потолще, однако это делают не всегда, так как это тоже может увеличить высоту и массу поршня, что для форсированных и высоко-оборотистых двигателей нежелательно. Тут так же как и с толщиной донышка поршня, важно найти золотую середину.
Уплотняющий участок поршня.
Этот участок начинается от нижней части жарового пояса до того места, где заканчивается канавка самого нижнего поршневого кольца. На уплотняющем участке поршня расположены канавки поршневых колец и вставлены сами кольца (компрессионные и масло-съёмные).
Канавки колец не только удерживают поршневые кольца на месте, но ещё и обеспечивают их подвижность (благодаря определённым зазорам между кольцами и канавками), что позволяет поршневым кольцам свободно сжиматься и разжиматься за счёт своей упругости (что очень важно если цилиндр изношен и имеет форму бочки). Это также способствует прижиму поршневых колец к стенкам цилиндра, что исключает прорыв газов и способствует хорошей компрессии, даже если цилиндр немного изношен.
Как видно на рисунке с устройством поршня, в канавке (канавках), предназначенной для маслосъёмного кольца имеются отверстия для обратного стока моторного масла, которое масло-съёмное кольцо (или кольца) снимает со стенок цилиндра, при движении поршня в цилиндре.
Кроме основной функции (не допустить прорыва газов) уплотняющего участка, у него есть ещё одно важное свойство — это отвод (точнее распределение) части тепла от поршня на цилиндр и весь двигатель. Разумеется для эффективного распределения (отвода) тепла и для предотвращения прорыва газов важно, что бы поршневые кольца довольно плотно прилегали к своим канавкам, но особенно к поверхности стенки цилиндра.
Головка поршня двигателя.
Головка поршня представляет из себя общий участок, который включает в себя уже описанные мной выше донышко поршня и его и уплотняющий участок. Чем больше и мощнее головка поршня, тем выше его прочность, лучше отвод тепла и соответственно больше ресурс, но и масса тоже больше, что как было сказано выше, нежелательно для высоко-оборотистых моторов. А снизить массу, без уменьшения ресурса, можно если увеличить прочность поршня путём усовершенствования технологии изготовления, но об этом я подробнее напишу позже.
Кстати, чуть не забыл сказать, что в некоторых конструкциях современных поршней, изготавливаемых из алюминиевых сплавов, в головке поршня делают нирезистовую вставку, то есть в головку поршня заливают ободок из нирезиста (специального прочного и стойкого к коррозии чугуна).
В этом ободке прорезают канавку для самого верхнего и наиболее нагруженного компрессионного поршневого кольца. И хотя благодаря вставке немного увеличивается масса поршня, зато существенно увеличивается его прочность и износостойкость (к примеру нирезистовую вставку имеют наши отечественные Тутаевские поршни, изготовленные на ТМЗ).
Компрессионная высота поршня.
Компрессионная высота — это расстояние в миллиметрах, которое отсчитывается от донышка поршня до оси поршневого пальца (или наоборот). У разных поршней компрессионная высота разная и разумеется чем больше расстояние от оси пальца до донышка, тем она больше, а чем она больше, тем лучше компрессия и меньшая вероятность прорыва газов, но и больше сила трения и нагрев поршня.
На старых тихоходных и мало-оборотистых моторах компрессионная высота поршня была больше, а на современных более высоко-оборотистых двигателях стала меньше. Здесь тоже важно найти золотую середину, которая зависит от форсировки мотора (чем выше обороты, тем меньше должно быть трение и меньшая компрессионная высота).
Юбка поршня двигателя.
Юбкой называют нижнюю часть поршня (её ещё называют направляющей частью). Юбка включает в себя бобышки поршня с отверстиями, в которые вставляется поршневой палец. Внешняя поверхность юбки поршня является направляющей (опорной) поверхностью поршня и эта поверхность также как и поршневые кольца трётся о стенки цилиндра.
Примерно в средней части юбки поршня имеются приливы, в которых имеются отверстия для поршневого пальца. А так как вес материала поршня у приливов тяжелее, чем в других местах юбки, то деформации от воздействия температуры в плоскости бобышек будут больше, чем в других частях поршня.
Поэтому для снижения температурных воздействий (и напряжений) на поршне с двух сторон с поверхности юбки снимают часть материала, примерно на глубину 0,5-1,5 мм и получаются небольшие углубления. Эти углубления, называемые холодильниками, не только способствуют устранению температурных воздействий и деформаций, но ещё и препятствуют образованию задиров, а так же улучшают смазку поршня при движении его в цилиндре.
Следует так же отметить, что юбка поршня имеет форму конуса (в верху у донышка уже, внизу шире), а в плоскости, перпендикулярной оси поршневого пальца имеет форму овала. Эти отклонения от идеальной цилиндрической формы минимальные, то есть имеют всего несколько соток мм (эти величины разные — чем больше диаметр, тем больше отклонения).
Конус нужен для того, что бы поршень расширялся от нагрева равномерно, ведь в верху температура поршня выше, а зн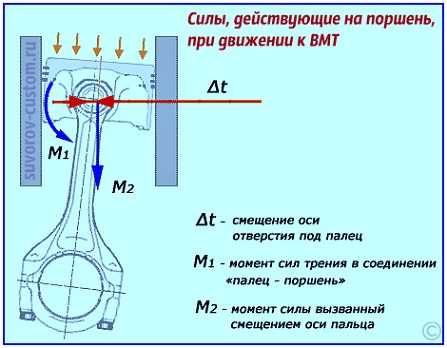 ачит и тепловое расширение больше. А раз у донышка диаметр поршня чуть меньше, чем внизу, то при расширении от нагрева поршень примет форму, близкую к идеальному цилиндру.
ачит и тепловое расширение больше. А раз у донышка диаметр поршня чуть меньше, чем внизу, то при расширении от нагрева поршень примет форму, близкую к идеальному цилиндру.
Ну а овал предназначен для компенсации быстрого износа на стенках юбки, которые стираются быстрее там где трение выше, а выше оно в плоскости движения шатуна.
Благодаря юбке поршня (точнее её боковой поверхности) обеспечивается нужное и правильное положение оси поршня к оси цилиндра мотора. С помощью боковой поверхности юбки, к цилиндру двигателя передаются поперечные усилия от действия боковой силы А (см. самый верхний рисунок в тексте, а так же рисунок справа) которая периодически воздействует на поршни и цилиндры, при перекладке поршней во время вращения коленвала (кривошипно-шатунного механизма).
 Также благодаря боковой поверхности юбки осуществляется отвод тепла от поршня к цилиндру (так же как и от поршневых колец). Чем больше боковая поверхность юбки, тем лучше идёт отвод тепла, меньше утечка газов, меньше стук поршня при некотором износе втулки верхней головки шатуна (или при неточной обработке втулки — см. рисунок слева), впрочем как и при трёх компрессионных кольцах, а не двух (об этом я подробнее написал вот тут).
Также благодаря боковой поверхности юбки осуществляется отвод тепла от поршня к цилиндру (так же как и от поршневых колец). Чем больше боковая поверхность юбки, тем лучше идёт отвод тепла, меньше утечка газов, меньше стук поршня при некотором износе втулки верхней головки шатуна (или при неточной обработке втулки — см. рисунок слева), впрочем как и при трёх компрессионных кольцах, а не двух (об этом я подробнее написал вот тут).
Но при слишком длинной юбке поршня больше его масса, больше трения возникает о стенки цилиндров (на современных поршнях для уменьшения трения и износа стали наносить антифрикционное покрытие на юбку), а лишняя масса и трение очень нежелательны в высоко-оборотистых форсированных современных (или спортивных) моторах и поэтому на таких двигателях юбку постепенно стали делать очень короткой (так называемая миниюбка) и постепенно почти от неё избавились — так и появился Т-образный поршень, показанный на фото справа.
Но и у Т-образных поршней есть недостатки, например у них опять же могут быть проблемы с трением о стенки цилиндра, из-за недостаточной смазываемой поверхности очень короткой юбки (причём на малых оборотах).
Более подробно об этих проблемах, а так же в каких случаях Т-образные поршни с мини юбкой нужны в некоторых двигателях, а в каких нет, я написал отдельную подробную статью вот здесь. Там же написано об эволюции формы поршня двигателя — советую почитать. Ну а мы думаю уже разобрались с устройством поршней и плавно переходим к технологиям изготовления поршней, чтобы понять какие поршни, изготовленные разными способами лучше, а какие хуже (менее прочные).
Поршни для двигателей — материалы изготовления.
При выборе материала для изготовления поршней предъявляют строгие требования, а именно:
- материал поршня должен иметь отличные антифрикционные (антизадирные) свойства.
- материал поршня двигателя должен иметь довольно высокую механическую прочность.
- материал поршня должен иметь малую плотность и хорошую теплопроводность.
- материал поршня должен быть стоек к коррозии.
- материал поршня должен иметь малый коэффициент линейного расширения и быть по возможности близок или равен коэффициенту расширения материала стенок цилиндра.
Чугун.
Раньше, на заре двигателестроения, ещё со времён самых первых автомобилей, мотоциклов и самолётов (аэропланов), для материала поршней применяли серый чугун (кстати для поршней компрессоров тоже). Конечно же, как и у любого материала, у чугуна имеются как достоинства, так и недостатки.
Из достоинств следует отметить хорошую износостойкость и достаточную прочность. Но наиболее важное достоинство чугунных поршней, устанавливаемых в двигатели с чугунными блоками (или гильзами) — это такой же коэффициент теплового расширения, как и чугунного цилиндра двигателя. А значит тепловые зазоры можно сделать минимальными, то есть гораздо меньше, чем у алюминиевого поршня, работающего в чугунном цилиндре. Это позволяло существенно увеличить компрессию и ресурс поршневой группы.
Ещё один существенный плюс чугунных поршней — это небольшое (всего 10 %) снижение механической прочности при нагреве поршня. У алюминиевого поршня снижение механической прочности при нагреве ощутимо больше, но об этом ниже.
Но с появлением более оборотистых двигателей, при использовании чугунных поршней, на больших оборотах стал выявляться их главный недостаток — довольно большая масса, по сравнению с алюминиевыми поршнями. И постепенно перешли к изготовлению поршней из алюминиевых сплавов, даже в двигателях с чугунным блоком, или гильзой, хоть и пришлось делать алюминиевые поршни с гораздо бóльшими тепловыми зазорами, чтобы исключить клин алюминиевого поршня в чугунном цилиндре.
Кстати, раньше на поршнях некоторых двигателей делали косой разрез юбки, который обеспечивал пружинящие свойства юбки алюминиевого поршня и исключал его заклинивание в чугунном цилиндре — пример такого поршня можно увидеть на двигателе мотоцикла ИЖ-49).
А с появлением современных цилиндров, или блоков цилиндров, полностью выполненных из алюминия, в которых уже нет чугунных гильз (то есть покрытых никасилем или керонайтом) появилась возможность изготавливать алюминиевые поршни тоже с минимальными тепловыми зазорами, ведь тепловое расширение легкосплавного цилиндра стало практически таким же, как и у легкосплавного поршня.
Алюминиевые сплавы. Практически все современные поршни на серийных двигателях сейчас изготавливают из алюминиевых сплавов (кроме пластиковых поршней на дешёвых китайских компрессорах).
У поршней, выполненных из алюминиевых сплавов тоже имеются как достоинства, так и недостатки. Из основных достоинств следует отметить небольшой вес легкосплавного поршня, что очень важно для современных высокооборотистых двигателей. Вес алюминиевого поршня конечно же зависит от состава сплава и от технологии изготовления поршня, ведь кованный поршень весит значительно меньше, чем выполненный из того же сплава методом литья, но о технологиях я напишу чуть позже.
Ещё одно достоинство легкосплавных поршней, о которой мало кто знает — это довольно высокая теплопроводность, которая примерно в 3-4 раза выше, чем теплопроводность серого чугуна. Но почему достоинство, ведь при высокой теплопроводности и тепловое расширение довольно не малое и придётся и придётся и тепловые зазоры делать больше, если конечно цилиндр чугунный (но с современными алюминиевыми цилиндрами это стало не нужно).
А дело в том, что высокая теплопроводность не позволяет нагреваться донышку поршня более чем 250 °C, а это способствует гораздо лучшему наполнению цилиндров двигателей и конечно же позволяет ещё более повысить степень сжатия в бензиновых моторах и тем самым поднять их мощность.
Кстати, чтобы как то усилить отлитые из лёгкого сплава поршни, в их конструкцию инженеры добавляют различные усиливающие элементы — например делают стенки и донышко поршня толще, а бобышки под поршневой палец отливают более массивными. Ну или делают вставки из того же чугуна, я об этом уже писал выше. И конечно же все эти усиления увеличивают массу поршня, и в итоге получается, что более древний и прочный поршень, изготовленный из чугуна, проигрывает в весе легкосплавному поршню совсем чуть чуть, где то процентов на 10 — 15.
И тут любому напрашивается вопрос, а стоит ли овчинка выделки? Стóит, ведь у алюминиевых сплавов есть ещё одно отличное свойство — они раза в три лучше отводят тепло, чем тот же чугун. И это важное свойство незаменимо в современных высоко-оборотистых (форсированных и горячих) двигателях, у которых довольно высокая степень сжатия.
К тому же современные технологии производства кованных поршней (о них чуть позже) существенно повышают прочность и уменьшают вес деталей и уже не требуется усиление таких поршней различными вставками, или более массивными отливками.
К недостаткам поршней, выполненных из алюминиевых сплавов относятся такие как: довольно большой коэффициент линейного расширения алюминиевых сплавов, у которых оно составляет примерно в два раза больше, чем у поршней выполненных из чугуна.
Ещё одним существенным недостатком алюминиевых поршней является довольно большое снижение механической прочности, при повышении температуры поршня. К примеру: если легкосплавный поршень нагреть до трёхсот градусов, то это приведёт к снижению его прочности аж в два раза (примерно на 55 — 50 процентов). А у чугунного поршня при его нагреве прочность снижается ощутимо меньше — всего на 10 — 15%. Хотя современные поршни, выполненные из алюминиевых сплавов методом поковки, а не с помощью литья, при нагреве теряют прочность гораздо меньше.
На многих современных алюминиевых поршнях снижение механической прочности и слишком большое тепловое расширение устраняется более совершенными технологиями производства, которые заменили традиционное литьё (об этом ниже), а так же специальными компенсационными вставками (например упомянутые мной выше — вставки из нирезиста), которые не только увеличивают прочность, но и значительно уменьшают тепловое расширение стенок юбки поршня.
Поршень двигателя — технологии изготовления.
Ни для кого не секрет, что со временем, чтобы увеличить мощность двигателей, постепенно начали повышать степень сжатия и обороты моторов. А чтобы поднять мощность без особого ущерба для ресурса поршней, постепенно совершенствовались технологии их изготовления. Но начнём всё по порядку — с обычных литых поршней.
Поршни изготовленные методом обычного литья.
Эта технология самая простая и древняя, она применяется с самого начала истории авто и двигателестроения, ещё со времён пе рвых чугунных поршней.
рвых чугунных поршней.
Технология производства поршней для самых современных двигателей обычным литьём уже почти не применяется. Ведь на выходе получается продукт имеющий изъяны (поры и т.д.) значительно снижающие прочность детали. Да и технология обычного литья в форму (кокиль) довольно древняя, она позаимствована ещё у наших древних предков, которые много веков назад отливали бронзовые топоры.
И залитый в кокиль сплав алюминия повторяет форму кокиля (матрицы), а потом деталь ещё нужно обработать термически и на станках, снимая лишний материал, что отнимает не мало времени (даже на станках с ЧПУ).
Литьё под давлением.
У поршня, изготовленного методом простого литья прочность не высока, из-за пористости детали и постепенно многие фирмы от этого способа отошли и начали отливать поршни под давлением, что значительно улучшило прочность, так как пористость почти отсутствует.
Технология литья под давлением, существенно отличается от технологии обычного литья топоров бронзового века и конечно же на выходе получается более аккуратная и прочная деталь, имеющая несколько лучшую структуру. Кстати, литьём алюминиевых сплавов под давлением в форму (ещё эту технологию называют жидкой штамповкой) отливают не только поршни, но и рамы некоторых современных мотоциклов и автомобилей.
Но всё же и эта технология не идеальна и если даже вы возьмёте в руки отлитый под давлением поршень и рассмотрев его, ничего не обнаружите на его поверхности, но это не значит, что и внутри всё идеально. Ведь в процессе литья, даже под давлением, не исключено появления внутренних пустот и каверн (мельчайших пузырьков), уменьшающих прочность детали.
Но всё же литьё поршней под давлением (жидкая штамповка) существенно лучше обычного литья и эта технология до сих пор применяется на многих заводах при изготовлении поршней, рам, деталей ходовой и других деталей автомобилей и мотоциклов. А кому интересно более подробно почитать о том, как делают жидко-штампованные поршни и о их преимуществах, то читаем о них вот здесь.
Кованные поршни автомобиля (мотоцикла).

Кованые поршни для отечественных автомобилей.
Эта наиболее прогрессивная на данный момент технология производства современных легкосплавных поршней, которые имеют множество преимуществ перед литыми и которые устанавливают на самые современные высоко-оборотистые моторы, с высокой степенью сжатия. У кованных поршней, изготовленных авторитетными фирмами, практически нет недостатков.
Но мне нет смысла писать о кованных поршнях подробно в этой статье, так как я написал о них две очень подробные статьи, которые каждый желающий сможет почитать, кликнув на ссылки ниже.
Кованные поршни 1
Кованные поршни 2
Вот вроде бы и всё, если что нибудь вспомню ещё о такой важной детали, как поршень двигателя, то обязательно допишу, успехов всем.
suvorov-castom.ru
Кованые поршни на скутер
Кованые поршни, пожалуй, можно отнести к одному из самых популярных, при этом эффективных способов качественно прокачать двигатель своего стального коня. Однако не все понимают, что же собственно делает кованые поршни такой эффективной, и в то же время дорогой альтернативой обычным штампованным аналогам и стоит ли их использовать для тюнинга всех скутеров.
Что дают кованые поршни
Сегодня, как вы уже наверное догадались, речь пойдет о том, что такое кованые поршни, а также их роль в тюнинге двигателя. Возможно для многих будет открытием, но ни один современный прокачанный мотор (автомобиля) не обходится без кованых поршней, и те кто полагает, что для достижения высоких динамических показателей достаточно увеличить объем цилиндра — глубоко заблуждаются.

Кованые поршни нужны форсированному двигателю, и ответ на вопрос: «Почему?» — довольно прост. Все дело в том, что обычные литые аналоги, технология изготовления которых, прежде всего нацелена на массовость и минимальную себестоимость, не способны выдерживать высоких нагрузок.
Если вы запланировали серьезный тюнинг двигателя и, что называется «нафаршировали» его всевозможными дополнениями и вспомогательными деталями, то такой мотор уже нельзя назвать серийным. Однако следует также помнить о том, что форсируя силовой агрегат вы собственноручно увеличиваете нагрузку на все его детали, среди которых поршни стоят под номером один. Следует отметить то, что обычный литой поршень имеет больший вес, нежели кованый «собрат», а это, как вы понимаете, не может не сказаться на производительности двигателя.
Производство литых поршней не лишено недостатков и всяческих нюансов, которые так или иначе возникнут во время эксплуатации автомобиля. Каждый изъян и дефект в любом случае даст о себе знать самым неприятным для автомобилиста способом, обычно это происходит при пиковых нагрузках. Что в итоге? Вы получите большие проблемы в виде прогара или разлома поршня. Кстати, даже те поршни, которые были доработаны, однако изготовлены методом литья, существенно слабее, чем кованые поршни, ввиду того что структура метала в тех и других существенно разнится.
Изготовление кованых поршней
Процесс производства кованых поршней кардинально отличается от процесса отливки стандартных литых поршней. Кованые поршни чаще всего изготавливают с применением высококремнистых сплавов алюминия, такая особенность позволяет легко выдерживать высокие температуры, которые иногда достигают отметки 300-350 градусов Цельсия. Кроме всего прочего, сплавы, которые входят в состав метала для изготовления поршней имеют намного меньший коэффициент расширения и обладают достаточной для хорошей производительности жаропрочностью. Прочность кованых поршней значительно выше, нежели у литых аналогов.

Традиционные методы литья не позволяют получить столь жаростойкий и высокопрочный материал, объяснение этому быстрота кристаллизации кремния при отливке (зачастую, во время данной процедуры не удается избежать образования пор). Именно по этой причине эти сплавы добывают при помощи изотермического или жидкого метода штамповки. Первый — подразумевает заливку жидкого металла в подготовленные формы с использованием пуасона. Второй — предусматривает штамповку поршней с использованием мерных заготовок, полученных из прута обжатого через фильеру. В данном случае мерная заготовка, матрица и пуасон подвергаются разогреванию до 450 градусов, после этого следует процесс обработки образовавшейся заготовки со скоростью штамповки.
Процесс изготовления кованых поршней позволяет добиться мелкодисперсной структуры поршня, без содержания крупных частиц кремния, что способствует повышению полезных свойств сплава, а также улучшения полезных характеристик детали. Увеличенная прочность металла, из которого делают кованые поршни, позволяет существенно снизить их размер и массу по сравнению с обычными.
Недостатки кованых поршней
Поговорили о плюсах, теперь предлагаю о минусах поговорить. Кованые поршни, равно как и все в этом мире, имеет свои недостатки, среди которых самым главным является — высокая цена, которая объясняется дорогостоящим сложным процессом их изготовления. Кроме того, купить кованые поршни — это всего-лишь пол дела, для того чтобы покупка не стала напрасной тратой денег, результаты превзошли себя, потребуется помощь квалифицированных специалистов, которые будут производить подгонку и непосредственную установку кованых поршней.
Однако если поглядеть на данную ситуацию под другим углом — вряд ли тот, для кого собственный скутер что-то большее чем средство передвижения или того, кто жаждет превратить его в скоростной болид, будет задумываться о цене этих полезных и эффективных деталей тюнинга. Да и в конце концов, как не крути тюнинг скутера каким бы он ни был — удовольствие не из дешевых, и так или иначе влечет за собой дополнительные растраты, так что мне кажется, что в данной ситуации говорить о высокой цене какой-либо из деталей просто не имеет смысла.
Мы не просто-так разместили эту статью в разделе Полезности, а не Тюнинг скутера. Традиционно такие поршни устанавливают на автомобильные двигатели. Можем сделать вывод, что кованые поршни стоит устанавливать на тюнингованые двигатели макси скутеров, так как вместе с мощностью такого мотора растет и нагрузка на все его элемента — поршень не исключение.
Кованые поршни на скутер
Оцените статьюskuterov.ru
Кованые поршни.
Для многих любителей тюнинга, кованные поршни едва ли не самые первые детали, на их машине или мотоцикле, которые они установили вместо штатных поршней. Да и простым водителям наверняка доводилось слышать восторженные отклики о кованных поршнях. И чем же кованые поршни лучше широко распространённых литых поршней? И в каких же случаях их стоит использовать?
Обычные и широко распространённые литые поршни отлично подходят для серийных моторов автомобилей и мотоциклов, а технология их изготовления не сложная и рассчитана для массового производства. И если ваш мотоцикл или автомобиль лишь средство доставки вас из одной точки в другую (например для каждодневных поездок на работу), то думаю не стоит тратиться на замену штатных поршней коваными. То же самое касается и при капитальном ремонте двигателя, но бывают и редкие исключения, и какие я напишу ниже.
Другое дело спортивные форсированные двигатели, а так же тюнинговые (о тюнинге серийного двигателя просвещаемся вот здесь). Такие двигатели и предъявляют повышенные требования к качеству всех деталей, и в особенности поршней. Стандартные литые поршни для таких моторов тяжеловаты, а форма их не оптимальна. Да и к тому же любая литая деталь имеет невидимые невооружённому глазу дефекты, а именно пузырьки, каверны, вкрапления мелких инородных тел, которые не устранить даже при тщательном контроле при литье. И при работе в обычных серийных моторах, такие дефекты не несут особого вреда. Но если вы основательно доработаете двигатель, увеличив его мощность и естественно нагрузки на детали, то литейный брак обязательно заявит о себе: трещина на поршне в районе пузырька или каверны, или просто прогар днища мягкого литейного материала поршня.
Многие начинающие любители тюнинга отечественных машин подтвердят, что подобные сюрпризы особенно часто случаются при увеличении рабочего объёма с помощью установки коленчатого вала с изменённым радиусом кривошипа. В этом случае и без того слабые поршни дорабатывают (торцуют), что уменьшает толщину днища и естественно уменьшает их ресурс. Такой колхозный тюнинг не советую никому. Даже если деталь не торцована (не ослаблена), а подобран менее высокий литой поршень от иномарки, который изготовлен идеально, отливка всё равно менее прочна, чем поковка, и главную разницу здесь играет структура металла.
Поэтому в форсированных двигателях применение кованых поршней очень желательно. Но перед тем как расхваливать их преимущества, хочу уточнить терминологию кованных поршней. Ведь точное название процесса их изготовления не ковка, а изотермическая штамповка. Так как заготовку поршня получают из прута выдавливанием без плавления и единственным ходом очень мощного пресса, и при постоянной температуре 495±5°С (примерно как мы выдавливаем зубную пасту из тубы). И хотя многие называют поршни или сам процесс словом ковка, ничего общего с древним кузнечным ремеслом здесь нет. И для тех людей, кому интересны подробности технологического процесса, представлю несколько фоток основных этапов изготовления кованных поршней.
Процесс производства достаточно сложен, но зато позволяет получить поршни с выдающимися характеристиками. И что меня особенно радует, так это то, что кованные поршни, по всем параметрам ничем не уступающие зарубежным изделиям, изготавливают несколько предприятий у нас в России. Из них наиболее известное НПО «Автотехнология». Это предприятие создано с помощью усилий двух кафедр Московского технического университета, сокращённо МАМИ. На предприятии производство мелкосерийное, и его возможности не очень большие: 10000 поршней в месяц, не больше. Но всё таки удаётся выполнять все заказы, и причём и из-за бугра. За рубежом очень быстро поняли выгоду. Ведь на этом уникальном предприятии очень гибкое производство с прекрасным парком станков. И в довольно короткие сроки наши инженеры могут спроектировать и изготовить практически любой поршень, например для спидвейных мотоциклов, двухтактников картингов, лодочных моторов, в том числе и спортивных, а так же для редких моторов антикварных мотоциклов и машин. И при этом цены ниже зарубежных, а качество нисколько не хуже.
При капитальном ремонте, переборка убитых двигателей иномарок редких моделей (да и снегоходов или водных мотоциклов), доставляет владельцу такой техники большую головную боль, так как купить фирменные ремонтные детали, и именно оригинальные, бывает у нас в стране невозможно, кругом одни подделки или вообще нет. Остаётся два варианта: первый, при котором можно восстановить родной изношенный поршень, и как это сделать читаем здесь. Или второй вариант -воспроизвести новый комплект, но уже кованных поршней, заказав их в Автотехнологии, где разработают чертежи для ваших поршней, изготовят оснастку и сами поршни. И что самое удивительное и радостное для многих, так это то, что всё это вам обойдётся зачастую дешевле, чем заказать фирменный оригинал за рубежом, если конечно вы его найдёте.
Хочу только заметить одно важное обстоятельство. Прежде чем заказывать себе кованый поршень на свой форсированный двигатель, определитесь вначале какой длины юбка необходима для именно вашего двигателя. Ведь длина и форма юбки имеет очень важное значение. И описать какое и почему в двух строках нереально. Поэтому очень советую почитать вот эту статью, и только после этого, можно будет заказывать себе поршень, какой необходим именно для вашего форсированного двигателя.
Что ещё можно добавить к многим преимуществам кованных поршней? По сравнению с литьём, штампованные поршни легче (стандартный литой жигулёвский поршень весит 380 грамм, а кованый на 40 грамм легче), и при этом прочнее, их склонность к прогоранию намного меньше, а форма оптимальна для тюнинговых накрученных моторов. Твёрдость по Бриннелю у кованых (штампованных) поршней составляет 130 единиц, а у литых 80 — 90. А термоциклическая стойкость штампованных поршней больше в 5 — 6 раз. К тому же литые поршни до появления первых трещин выдерживают примерно 400 испытательных нагревов и охлаждений, а кованые поршни аж 2500.
Кстати, кого интересуют какие ещё бывают поршни, можно почитать об ещё одной технологии получения качественных поршней, называемых жидкоштампованными. Эти поршни так же обладают рядом существенных преимуществ перед обычными литыми поршнями. Почитать о жидкоштампованных поршнях, советую вот в этой статье.
В общем преимущества очевидны. Следует заметить, что импортные кованые поршни слишком дороги. Например кованый поршень от авторитетной фирмы «МАЛЕ» стоит от 100 до 200$, в зависимости от диаметра. И поэтому отечественные тюнинговые ателье, спортсмены, да и просто гаражные Кулибины отовариваются у нас в России, чего и вам советую. Ведь цены ощутимо ниже, а качество нисколько не хуже.
Жаль только, что таких предприятий, как Автотехнология по России очень мало. Может со временем многие частные предприятия (особенно производящие обычные литые поршни) заинтересуются ковано-поршневой деятельностью, ведь от мировых и отечественных заказчиков будет множество заказов и предложений. Ещё подробнее о производстве кованых поршней, советую почитать вот тут, успехов всем.
suvorov-castom.ru










