Сварка алюминиевой рамы мотоцикла, BMW (Германия). Сварка рамы мотоцикла
Стапель для сварки мотоциклетных рам — Community «Самодельный Гаражный Hi-End» on DRIVE2
С Новым Годом, коллеги!
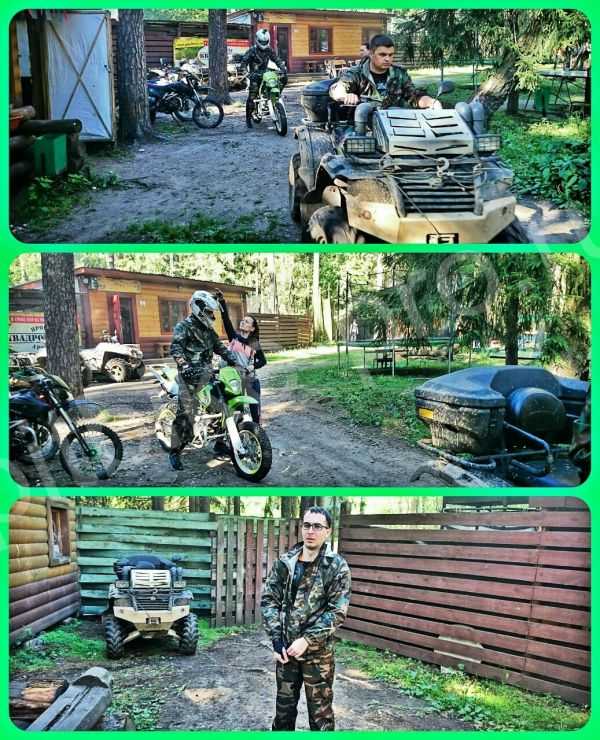
Пару лет назад я строил двухколесный мотовездеход на базе двигателя от бензогенератора, и под этот проект был сделан простенький стапель для сварки рам.

Стапель для сварки рам
Стапель фиксировал рулевую колонку и дропауты, удерживая их в заданном положении при сварке, пока вокруг них строилась основная часть рамы. Не секрет, что сама по себе рама может быть сколь угодно кривой и замысловатой по форме — главное, чтобы колеса будущего транспортного средства стояли параллельно и находились бы в одной плоскости. Поэтому основное внимание уделено было именно фиксации деталей, ответственных за будущее взаиморасположение колес.Вот так стапель выглядел в работе:

При работе с ним столкнулись с несколькими неудобствами. Во-первых, стоящий на столе стапель — это не всегда удобно, т.к. он мешает другой работе, и его нужно снимать со стола, когда требуется место (а он тяжелый — одному не снять). Во-вторых, при сварке рамы вокруг стапеля нужно постоянно ходить. И чем стол больше, тем больше неудобств. В-третьих, при сварке рамы рано или поздно возникает необходимость варить снизу, а на нашем стапеле это было сопряжено с большими неудобствами. Проще было, оставить все нижние швы на потом, и проваривать их после снятия рамы со стапеля, что не очень правильно.
Сварив с помощью этого приспособления пару рам, решили сделать более продвинутую конструкцию. По задумке она должна быть разборная, что облегчит хранение и транспортировку при переезде. Кроме того, разборная конструкция позволит быстро апгрейдить стапель и дополнять его новыми элементами по мере необходимости, заменять одни детали другими. И, само собой, новая конструкция должна быть избавлена от всех прежних недостатков.
Сперва лазером вырезали все необходимые крепежные элементы. Приношу извинения за качество фото, к сожалению, другого просто нет :(

Сам стапель собирался из стандартного квадратного профиля 60х60х4. Его жесткости более чем достаточно для изготовления кастомных рам. Зарубежные мото-кастомайзеры и вовсе используют профиль сечением 2"х2" (т.е. 50х50).
Сперва собираем нижнюю часть — это опоры, на которых будет подвешен собственно стапель:

Затем навешиваем основную часть. Вертикально стоящий профиль будет направляющей, на которой будет крепиться держатель рулевой колонки:

Затем добавляем остальные элементы: держатели дропаутов, держатели нижней части рамы и горизонтальные опоры самого стапеля:

И ставим это все на обычные колеса с тормозом:

Получившаяся конструкция обладает высокой мобильностью. Ее можно легко перемещать по мастерской вместе с установленной на ней рамой. При необходимости можно просто откатить все к стене или в дальний угол, где стапель не будет никому мешать. Рабочий стол теперь всегда свободен, а вокруг стапеля можно легко перемещаться, без проблем доставая до самых сокровенных мест свариваемой рамы.
Сейчас у нас на стапеле стоит рама от Диверсии, которой мы отрезали штатный подрамник, чтобы заменить его кастомным. Держатель дропаутов снят, т.к. в нем нет необходимости.

А вот и главное достоинство нового стапеля:

Раму можно вращать вокруг горизонтальной оси, фиксируя в новом положении. Всего возможно 16 положений (т.е. вращаем с шагом 22.5 градуса). Теперь можно без проблем добраться до любой точки свариваемой рамы и проварить проблемные места, не снимая раму со стапеля.

Стапель не окрашен. Это сделано для того, чтобы сохранить возможность приварить к нему какие-то дополнительные элементы, если это вдруг понадобится. По мере необходимости к нему будут добавляться новые съемные элементы, чтобы работать с различными типами рам и строить что-то оригинальное.
www.drive2.com
Когда нужна сварка для мотоцикла?
Когда поможет только сварка. Эх, дороги… Ничего странного, что статья о сварочных работах начинается с упоминания о дорогах. Ведь именно на наших отечественных дорогах успешно разваливаются любые транспортные средства, и мотоциклы в том числе. И как следствие, возникает необходимость «подвариться». О том, как это сделать, и пойдет речь.
Первый, наиболее распространенный вид сварки — газовая. Используются два баллона — один с ацетиленом, другой с кислородом. В руках сварщика горелка, которая соединена шлангами с баллонами. Принцип горелки такой же, как у смесителей, что стоят на кухне и в ванной комнате — смешивание в нужной пропорции ацетилена и кислорода в зависимости от выполняемых работ: резание, сварка, нагрев.
Электросварка более разнообразна. Прежде всего различают ее по виду тока: переменный или постоянный. Сварочный аппарат переменного тока достаточно прост в изготовлении и поэтому имеет наибольшее «хождение в народе». Аппарат для сварки постоянным током посложнее, так как в его схеме присутствует выпрямитель на мощных диодах. Еще встречается сварка постоянным током в среде инертного газа. Как правило, это аргон, благодаря которому шов получается без шлака.
Особой любовью и уважением среди людей, зарабатывающих себе на хлеб ремонтом автомобилей, пользуется сварочный полуавтомат, или «кэмпи». Такое название пошло от имени фирмы, первой наладившей серийный выпуск таких агрегатов. В этих установках в точку сварки автоматически подается проволочный электрод и аргон (на практике вместо дорогостоящего аргона при сварке «черных» металлов применяется более доступный углекислый газ), что позволяет избежать образования окалины и обеспечивает высокое качество шва.
Чем же сварка может помочь мотоциклисту и мотоциклу?
Чаще всего приходится подваривать раму. Практически все мотоциклы, колесящие по нашим дорогам, за исключением «ИЖ-ПС» и «43-472» (рамы которых подвергнуты термообработке), имеют «скелет» из «сырого» металла, поэтому варить их можно, попросту говоря, чем попало. Но при восстановлении ходовой части следует предпочтение всегда отдавать электросварке, так как при .этом конструкция нагревается значительно меньше, а значит, меньше вероятность, что ее «поведет».
Перед электросваркой от всех электронных (не электромеханических) приборов необходимо отсоединить проводку. Если на раме появилась небольшая трещина, ее можно либо просто заварить, либо поставить накладку. Перед этой работой нужно засверлить концы трещины, во избежание ее дальнейшего роста. Чтобы в месте, где приварена накладка, не возникло внутренних напряжений (где обычно и случаются обломы труб), швы выполняются вдоль трубы.
В случае разрушения крупного участка рамы придется вырезать поврежденную часть, а на ее место вварить или самодельную вставку, или такой же фрагмент от аналогичной рамы, выполнив стыки с использованием усилительных вставок и наложением муфт.
Еще одно место, поддающееся «лечению» сваркой,— бензобак. Чаще всего он течет по швам и там, где приварены кронштейны крепления. Обычно применяют газовую сварку, но только после того, как бак будет подготовлен: необходимо полностью слить бензин, промыть ак горячей водой и, надев горловиной на выхлопную трубу автомобиля с работающим двигателем, удалить с помощью выхлопных газов пары бензина.
Цилиндрам, головкам и картерам мотоциклов тоже достается от езды по нашему бездорожью.
Ремонт деталей из алюминиевокремниевого сплава (силумина) марки АЛ-4, АЛ-5, АЛ-10 и т. п. можно производить электросваркой постоянного тока обратной полярности. Для этого поврежденное место обрабатывают, придавая ему форму, удобную для наложения заплаты. Затем па кромках снимают фаски так, чтобы зазор в стыке заготовленной заплаты и краями пробоины был не более 2—3 мм (рис. 2).
Заплаты вырезают из листового алюминия толщиной 1,5—2,0 мм. Соединяемые части зачищаются металлической щеткой на ширину 10—15 мм от края. Заплата прихватывается в трех-четырех точках, затем обваривается по всему контуру. Применяется электрод типа ОЗА-2 или подобные.
При ремонте силуминовых деталей сваркой иеплавящимся вольфрамовым электродом в среде инертного газа используется присадка — алюминиевый пруток диаметром 4—5 мм. Подойдет и АЛ-4, АЛ-5 и т. гг.
Другой способ — ацетилено-кислородная сварка нейтральным пламенем под слоем флюса АФ-4А с присадочным материалом того же состава, что и основной металл (например, обломок от старого картера или ступицы). Независимо от способа, детали из силумина перед сваркой нагревают до 250 °С.
При обработке газовой сваркой деталей из серого чугуна необходим их предварительный нагрев до 500—600 «С в электрической печи. В качестве присадочного материала применяются чугунные прутки марки А диаметром 6—8 мм. Сварку электродуговым способом без предварительного нагрева целесообразно использовать в том случае, когда это позволяют местоположение и размер трещины. Варить можно электродами ОЗЧ-1, МНЧ-1, ЭНБ-1.
Конечно, некоторые из описанных здесь вариантов ремонта возможны лишь в стенах серьезных заводов. Но чтобы убедиться в безграничных возможностях фанатов в области переоборудования своих мотоциклов, не пожалейте времени и загляните в Москве на улицу Бабушкина, где возле магазина мотозапчастей собирается «тусовка» поклонников «оппозитов». Здесь вы увидите и двигатели с электростартерами, и полностью переваренные рамы, и более серьезные изменения типа установки на «уральский» картер цилиндров и головок от эскортного «Днепра». В этом может помочь только сварка!
Информация с сайта о байкерах и мотоциклах. Пользуйтесь себо во благо, ссылка обязательна.
ultrabiker.com
Сварка алюминиевой рамы мотоцикла, BMW (Германия)
Сварочные соединения с хирургической точностью
Новый спортивный мотоцикл BMW K 1200 S привлекает к себе много внимания со стороны специалистов и прессы благодаря его революционным шасси и мощному двигателю на 167 л.с.
Мотоцикл впечатляет своей производительностью. В частности получили признание уникальное шасси и алюминиевая рама, сваренная роботами с высоким качеством менее чем за двенадцать минут.
Алюминиевая рама нового спортивного мотоцикла BMW сварена роботом за 12 минут
На заводе BMW в Берлине люди очень ответственно подходят и производству и требовательны к жесткому соблюдению технологического процесса и качеству выпускаемой продукции. Завод BMW придерживается уникальной стратегии управления качеством, охватывающей все виды работ и весь производственный цикл. От проектирования до изготовления, включая выбор материалов и конструирование. Этот подход оказался очень успешным, имея высокий спрос, на заводе в Берлине производится около 500 мотоциклов в день. Неудивительно, что новый мотоцикл K 1200 S был признан прессой «лучшим BMW всех времен и народов».
Супербайк с инновационной комбинацией двигателя и шасси в большей степени изготовлен из компонентов, произведенных в Берлине. Для этого BMW внедрил в свое производство современные сварочные роботы CLOOS с технологией для сварки алюминия. Сварочные роботы работают с феноменальной скоростью, производя легкую (около 12 кг) и очень надежную сварную раму для нового вида спортивного байка. Рама состоит из различных отдельных алюминиевых компонентов, в том числе литых, прессованных и деталей гидроформинга. Производительность - одна рама в каждые двенадцать минут.
Компактная камера с двумя сварочными роботами
Дизайн всей производственной ячейки является очень компактным, всего лишь около восьми метров в длину и шести метров в ширину. Фирма CLOOS реализовала полностью всю технологию сварки алюминиевой рамы - в ячейке находятся два сварочных робота, два источника сварочного тока и два контроллера ROTROL II, расположенные в задней части сварочной ячейки.
В передней части ячейки оператор имеет достаточно места, чтобы провести подготовительную работу, вставить свариваемые компоненты в кондуктор без каких либо трудностей. Единственное оборудование, которое находятся вне сварочной камеры, это два подвесных пульта управления, с которых оператор контролирует весь производственный процесс.
После консультаций с фирмой CLOOS, BMW выбрали 2-х этапный процесс изготовления рамы. На первом этапе, компоненты для переднего и заднего участков рамы вставляются в свободно программируемый двух станционный поворотный стол и свариваются двумя сварочными роботами в двух сборках. На втором этапе изготовления, они объединяются в одно целое.
Позиционирование алюминиевых компонентов происходит таким образом, что конечное изделие может быть сварено с точностью до десятых долей миллиметра
Сварочный кондуктор сконструирован таким образом, что алюминиевые компоненты вставляются, и позиционируется без предварительного прихватывания. Зажимные приспособления можно точно отрегулировать так, чтобы иметь возможность фиксации компонентов в жестком положении по отношению друг к другу. Чтобы предотвратить сварочные деформации, которые могут возникнуть в любых направлениях. Точки измерения критических позиций помогают оператору вставить компоненты с высокой степенью точности. Эти контролируемые позиции являются необходимым условием для оптимальной геометрии и наилучших результатов сварки. BMW рассматривает соединения высокого класса как первостепенную характеристику, особенно в случае «видимых» сварных швов рамы в местах под бензобаком и в области седла.
В передней части сварочной камеры, оператор может загружать и выгружать все компоненты рамы без каких либо помех
Двух станционный позиционер, состоящий из поворотного стола с двумя местами крепления заготовок, вращающимися / наклоненными под углом 10 градусов, в первую очередь для того, чтобы облегчить оператору загрузку компонентов. Во-вторых, чтобы обеспечить оптимальное расположение деталей в области сварочных роботов.
В результате, большая часть швов может быть сварена в нижнем положении, которое является предпочтительным для сварки алюминия. В каждом из двух позиционеров могут быть закреплены компоненты с общими габаритами до 1500 мм длиной и 1400 мм шириной.
«Как и подобает алюминиевым компонентам, они сильно искажаются в процессе сварки в результате тепловложения и последующего охлаждения. Нами была проведена серия экспериментов, чтобы адаптировать данные компоненты к сварке с определенной последовательностью. Чтобы готовое изделие выходило из производственного процесса с оптимальными геометрическими параметрами», объясняет Стефан Питтнер, руководитель этого проекта в CLOOS. Эта последовательность является абсолютно необходимой для того, чтобы двигатель K 1200 S, как важный компонент, подходил без помех в открытую раму позже на этапе сборки.
Сокращение времени производства, технологических и производственных затрат
Первоначальный план был комбинировать 2 сварочных процесса: производительную MIG сварку сварку алюминия на «невидимые» швы и TIG сварку с автоматической подачей присадочной проволоки для «видимых» швов, требующих отличные визуальные характеристики, например, под баком. «Нам удалось использовать MIG сварку для всех сварных соединений, и, тем не менее, добиться от них отличных визуальных характеристик, как у TIG швов», говорит довольный Олаф Ханерт из филиала CLOOS в Берлине. «Это колоссальное сокращение времени производства и огромного количества технологических и производственных затрат, связанное с исключением TIG сварки из производственного процесса рамы».
Сварочные швы имеют высокое качество, достигаемое как при TIG сварке, но с использованием более производительной MIG сварки
Два источника питания для импульсно-дуговой сварки фирмы CLOOS последнего поколения обеспечивают требуемые сварочные параметры. В проекте для BMW это многофункциональные сварочные источники питания с диапазоном мощности до 400 А. Управляемые микропроцессором и соединенные с роботами через интерфейс.
До 20 000 параметров могут быть сохранены в памяти и становятся доступными для сварочного процесса одним нажатием кнопки. Это является важнейшей предпосылкой для точной воспроизводимости результатов сварки.
Человек плюс робот - идеальная работа в команде
Старт внедрения современных технологий роботизированной сварки на заводе производства мотоциклов BMW в Берлине был начат еще в конце 1990-х годов. Четыре автоматизированные производственные ячейки для стальных каркасов и узлов плюс две для более дорогих алюминиевых компонентов уже внедрены. Совместно с фирмой CLOOS, рама и компоненты днища для мотоциклов, таких как R 1200 C (стальная рама), R 1100 S (алюминиевая рама) и новый R 1200 GS были оптимизированы с помощью сварочных роботов с целью достижения высокого качества и коротких сроков производства.
50 работников завода BMW постоянно проходят обучение в аспектах сварки в учебном центре CLOOS и непосредственно на заводе BMW. 19 сотрудников прошли специальное обучение в программировании сварочных роботов. Оптимизация, устранение неисправностей и корректировки программы на уровне оператора тем самым постоянно улучшают производственные процессы, что выражается в высоком качестве готовой продукции. В конечном счете, готовое изделие всегда должно соответствовать высоким стандартам качества BMW и высоким требованиям к их мотоциклам.
www.smart2tech.ru
Сварка Рамы Мотоцикла
ОЖИВИТЬ ТРЕСНУВШУЮ РАМУ
il-film.com/us/StarostaYura Оживляем раму с трещиной. Засверливание концов трещины для предотвращения их дальней...
שנה לפני
Ремонт рамы Kawasaki Z1000
Отремонтирована рама мотоцикла Kawasaki Z1000 после аварии. Восстановлены угол рулевой колонки и форма рамы.
3 שנים לפני
il-film.com
Стапель для сварки кастом рамы на мотоцикл Видео
...
1 лет назад
Привет! По Вашим многочисленным просьбам я снял видео о стапеле для сварки и правки мото и вело рам,которым...
...
9 меc назад
Собрал себе стапель для сварки рам мотоциклов! В следующем видео будет сборка стапеля и чертежи.
...
2 лет назад
процесс сборки нового стапеля.
...
1 лет назад
Follow https://www.facebook.com/ONLYMETALCycles/ if you wanna see more!
...
1 лет назад
Концептуальный мотоцикл GUIDO (Гвидо) для Чемпионата Мира 2018 по кастомайзингу. Мы решили помечтать и представ...
...
2 меc назад
В данном видео я постарался сделать обзор стапеля для постройки мотоциклов которым пользуюсь сам. Данный...
...
1 лет назад
мотоцикл кастом с двигатеоем ЗАЗ 968М Изготовленная рама.
...
1 лет назад
Візуалізація моїх думок з приводу ремонтного зварювання рами мотоцикла Honda Steed. Подолані перешкоди з поломк...
...
8 меc назад
STORM ONLINE - http://fas.st/FmSHW Наконец-то я вернулся из армии, делаю СТАПЕЛЬ, разрезал РАМУ! Смотрим что из этого получи...
...
3 лет назад
Motoproekt Lefty, slipway, before the pendulum obvarkoy Неспешите критиковать мысли в слух. Всё по несколько раз на день переосмысля...
...
2 лет назад
хобби или переделки.
...
1 лет назад
Проект "Бизнес махинаторы" при содействии Мастерской Мотостапель решают отремонтировать и сделать совреме...
...
2 лет назад
Не забываем подписаться на инсту https://www.instagram.com/feocustom/ А так же на группу в вк (и там же найдете цены на изгот...
...
1 лет назад
Пошаговая инструкция по изготовлению мото стапеля, в гаражных условиях. Подписывайтесь на канал буду выкла...
...
1 лет назад
Обзор первой стальной рамы для Kawasaki zx6r 2005-06г от Motobsk.
...
1 лет назад
Друзья, дело идет полным ходом. Нашли решение для создания чепперной рамы, принимают участие в этом процесс...
...
3 лет назад
Стапель на скорую руку.
...
3 лет назад
Показан процесс сборки мото колеса, при помощи стапеля.
inlove.kz