РЕМОНТ КОЛЕНВАЛОВ ОППОЗИТОВ. Ремонт коленвала мотоцикла
РЕМОНТ КОЛЕНВАЛОВ ОППОЗИТОВ | OPPOZIT.RU | мотоциклы Урал, Днепр, BMW
Одним из самых сложных и дорогих узлов двигателя четырехтактного мотоцикла является коленчатый вал. Отдельные его детали поступают в продажу в качестве запасных частей, и поэтому многие владельцы этих машин интересуются вопросами, связанными с ремонтом вала (Журнал "За рулем", № 6, 1982 г.)
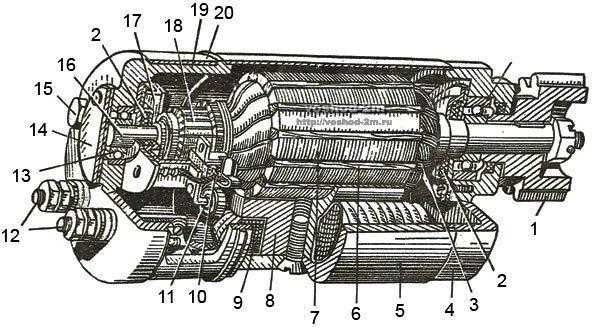
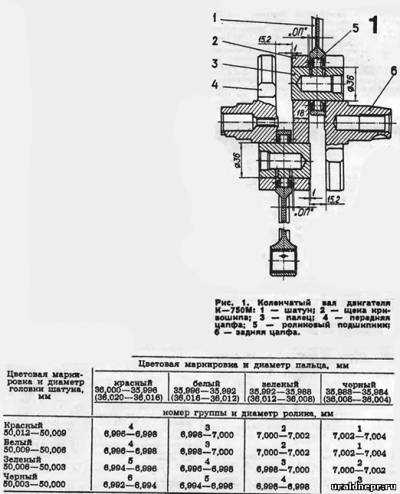
Коленчатые валы у моторов ирбитского и киевского заводов составные (рис. 1), кроме типа МТ мотоциклов «Днепр», где они изготовлены из цельной отливки. В процессе эксплуатации, как правило, первыми изнашиваются шатунные или коренные подшипники, из-за чего появляется люфт в нижней головке шатуна или нарушается посадка коленчатого вала в картере. Это вызывает стуки в нижней части двигателя. Чтобы определить зазоры в соединениях, снимают цилиндры и, взявшись рукой за шатун, пробуют перемещать его строго перпендикулярно оси вала. Если движение детали ощущается с трудом, значит состояние подшипника удовлетворительное, а если шатун обнаруживает видимое перемещение, да еще сопровождаемое стуками, надо менять или ремонтировать вал.
Для определения люфта коренных подшипников пробуют перемещать вал шатунами, прилагая к ним значительно больше усилия, потому что сдвинуть тяжелый вал нелегко. Замена шатунных подшипников в отличие от коренных связана с разборкой вала. Перед разборкой (распрессовкой) вала на среднюю щеку и цапфы наносят при помощи линейки и чертилки риски, чтобы, совмещая их, облегчить последующую сборку.
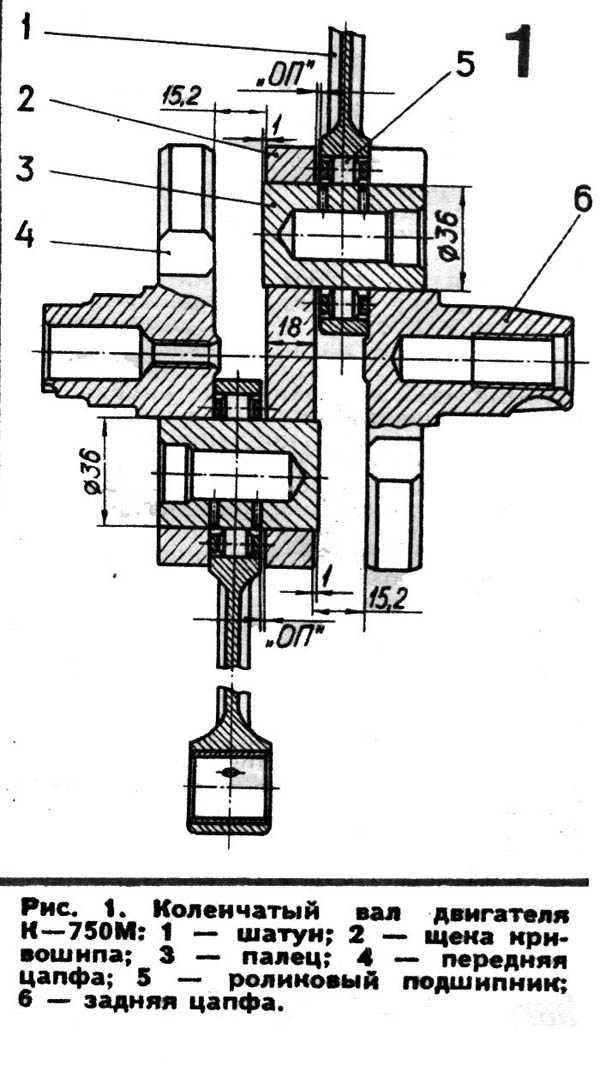
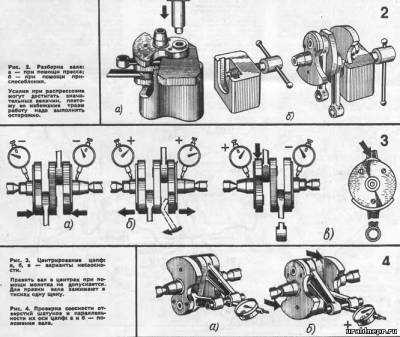
Разбирают вал при помощи пресса или приспособления, как показано на рис. 2. Детали тщательно осматривают. Если на рабочих поверхностях роликов, кривошипного пальца и нижней головки шатуна есть углубления или заметна граненость — детали заменяют.
Перед сборкой шатуны, кривошипные пальцы и ролики подбирают согласно приводимой здесь таблице — это обеспечивает необходимый характер соединений.
Шатуны замаркированы краской на нижней части стержня, пальцы — на стенке отверстия. Ролики, рассортированные по группам, уложены в отдельные пачки (ящики). Подшипник, собранный на заводе с сепаратором, имеет номер 822907.
У правильно скомплектованных и собранных шатунных подшипников при всех сочетаниях деталей, указанных в таблице, зазор должен быть в пределах 0,01—0,024 мм. При подборе новых шатунов и пальцев надо выполнить еще одно условие — они должны иметь одинаковую массу в правом и левом цилиндрах.
Собирать коленчатый вал рекомендуется в следующем порядке.Нагреть среднюю щеку кривошипа до температуры 350—400° С и запрессовать в нее пальцы «глухими» концами.
Надеть на палец подобранный шатун с сепаратором в роликами и несколько раз повернуть его. При нормальном зазоре шатун должен поворачиваться легко, без заеданий. Если он поворачивается с трудом, подшипник надо перекомплектовать.
Ориентируясь по рискам, нанесенным при разборке кривошипа, поочередно напрессовать на свободные концы пальцев переднюю и заднюю цапфы, обеспечивая при этом осевое перемещение («ОП») шатуна между щеками в пределах 0,045—0,140 мм у киевских двигателей и 0,05—0,34 мм у ирбитских (см. рис. 1).
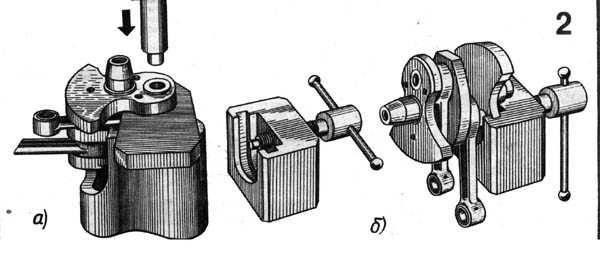
Установить коленчатый вал в специальные центры или центры токарного станка и посредством индикатора определить взаимное биение коренных шеек в- соответствии с тем, как показано на рис. 3. Оно не должно превышать 0,03 мм. Если это условие не выдержано, необходима правка коленчатого вала. Это делают легкими ударами медного молотка по соответствующим сторонам цапф. Стрелки обоих индикаторов должны показывать отклонения в одинаковом направлении, то есть плюсовке или минусовые.
Если стрелки индикаторов показывают одинаковое, минусовое отклонение (см. рис. 3, а), превышающее допустимую величину, вал надо править, ударяя медным молотком в направлении, показанном стрелками. При плюсовом отклонении необходимо раздвигать цапфы (рис. 3, б). Если стрелки индикаторов показывают разные величины (рис. 3, в), следует определить наиболее высокую точку на коренной шейке коленчатого вала (в данном случае на левой) и, зажав среднюю щеку в тиски, несильно ударить .по левой цапфе.
Далее проверяют разворот кривошипа, также в центрах. Для этого шатуны складывают треугольником и в их верхние головки вставляют поршневой палец, соответствующий цветовому индексу отверстий. Замеры проводят при двух положениях кривошипа, как показано на рис. 4. Разница показаний индикатора не должна превышать 0,5 мм.
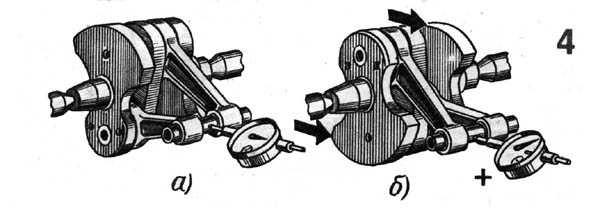
В случае, если стрелка индикатора при одном из положений коленчатого вала показывает отклонение, превышающее допустимую величину (0,5 мм), следует ударять по противовесам обеих цапф с противоположной стороны (на рис. 4, б показан пример с плюсовым отклонением). После правки вновь проверяют биение коренных шеек.
Может случиться, что не удалось поршневым пальцем соединить верхние головки шатуна. Это значит, что либо его ось непараллельна оси цапфы, либо непараллельны или развернуты (скрещены) оси отверстий в верхней и нижней головках шатуна. В этом случае надо разобрать вал, снять шатун и заменить его новым. Править шатун можно только в приспособлениях, которыми располагают специальные мастерские. После проверки кривошипа на «треугольник» (см. рис. 4) надо вновь проверить биение коренных шеек и при необходимости сделать правку.
oppozit.ru
ремонт коленвала - Двигатель
Покупка мотоцикла - событие в жизни. Однако не всегда можешь приобрести новый аппарат. Дешевле, а порой и интереснее обзавестись потрепанным «ИЖом» или «Восходом». Крайнее проявление экономности - покупка некомплектных мотоциклов или их двигателей. Можно приобрести разобранный, но работоспособный мотор по цене нового поршня.Взглянув на кучу железок в темном сарае, трудно сразу определить, все ли на месте. За широкой спиной продавца свисает мешок из-под картошки. Из него, словно кошачьи когти, торчат шпильки и валы. Выпушенный из мешка «кот», звякнув детальками, рассыпается по полу, но он напоминает двигатель от «Минска». Нам предстоит его оживить и «поставить на лапы»».
Промыв все железки, ставим диагноз: смещение правой цапфы внутрь щеки коленвала. Загнать кувалдой цапфу внутрь щеки - не сложно. Надо лишь «забыть» открутить пару винтов, стягивающих половины картера. И продолжать долбить увесистой железякой по цапфе в тщетной попытке располовинить картер. Наше дело - коленвал отремонтировать.
1. Следует ожидать, что под рукой у вас не оказалось гидравлического пресса. Не беда, обойдемся массивным стальным шкивом - он будет наковальней. Нам потребуется еще выколотка, угольник и молоток с кувалдой.
2. Смажьте несколькими каплями масла подшипник нижней головки шатуна и положите коленвал на шкив. Обычно хватает пятидесяти ударов кувалды, чтобы его разобрать.
3. Осадите предварительно смазанный маслом шатунный палец на место. Для этого можно использовать любую выколотку подходящего диаметра и длины.
4. Предварительно выбив поврежденную цапфу молотком, займитесь ее реставрацией. Посадочный конус изуродован бывшим хозяином во время его неумелой попытки разобрать мотор. Спилите расклепанный металл напильником.
5. Перед последующей запрессовкой цапфы проверьте плотность посадки ротора генератора на конус. При необходимости повторите обработку напильником.
6. Смажьте маслом отверстие в щеке и саму цапфу. Сориентируйте ее лыской к шатунному пальцу и забейте на место с внутренней стороны щеки молотком.
7. Подготовительные работы закончены, начинайте сборку. Левую щеку уложите так. чтобы шатунный палец не мог вылезти наружу (вниз). Наденьте на него шайбы, сепаратор с иголками и шатун.
В. Смажьте шатунный палец и отверстие в правой щеке. И постарайтесь без перекосов напрессовать щеку на палец. Молоток для этого подойдет как нельзя лучше
9. Используя угольник, определите, не смещены ли половинки коленвала друг относительно друга.
10. Несоосность устраните ударами молотка по одной из щек. Когда угольник будет плотно прилегать к обеим щекам повсей длине окружности, можно считать, что для сильно изношенного двигателя такое «колено» сгодится.
11. Но мы все будем делать по высшему разряду. Нет стрелочного индикатора? Не беда, выручат два деревянных бруска, толстая (З-4 мм) алюминиевая проволока и линейка. В коротком бруске, как можно ближе к краю, высверлите отверстие. В него вставьте согнутую под прямым углом проволоку - стрелку. Место, где будет цапфа, обозначено черным кругом. При соотношении А/Б=20 одному миллиметру отклонения стрелки по шкале линейки будет соответствовать биение цапфы в 0,05 мм.
12. Надежно закрепите в тисках левую половину картера с новыми коренными подшипниками так, чтобы коленвал можно было легко вставлять и вынимать. В других тисках или винтами на самом картере двигателя зафиксируйте самодельный индикатор так, чтобы он касался коленвала только проволокой -стрелкой. Вращая коленвал, отмечайте места максимального отклонения стрелки. Ударами молотка по щекам вынутого из картера коленвала добейтесь того, чтобы стрелка не шевелилась.
Вот так, без особых премудростей и специальных приспособлений можно вернуть к жизни главную деталь мотоциклетного двигателя.
Источник:http://moto.w6.ru
izh-motor.ru
Методика определения неисправностей коленчатого вала скутера, мотоцикла
Коленчатому валу современного двигателя в процессе своей работы, достается по полной программе: высокие обороты, рывки и удары в трансмиссии, высокая температура, знакопеременная нагрузка воспринимаемая от поршня, а также различного рода вибрации, напрямую передаются коленчатому валу. Из-за множества различных по своей природе нагрузок, воспринимаемыми коленчатым валом, в его деталях со временем появляются разного рода неисправности.
Все неисправности коленчатого вала можно разделить на две основные группы:
- Неисправности связанные с механическим износом или разрушением деталей, примеры таких неисправностей: износ верхней или нижней головки шатуна или их подшипников, разрушение или поломка самого шатуна, разрушение шлицев, звездочек, посадочных конусов или шпоночных пазов на цапфах, износ посадочных мест под коренные подшипники или сальники и т. д.
- Неисправности связанные с нарушение геометрии как отдельных деталей, так и коленчатого вала в целом, примеры таких неисправностей: осевая несоосность цапф коленчатого вала, различного рода искривления и деформации шатуна, несоосность осей верхней и нижней головки шатуна и т. д.
Последовательность действий для выявления неисправностей можно разделить на несколько этапов.
Первый этап:
Проверку коленчатого вала следует начинать с определения величины износа подшипника нижней, верхней головки шатуна. Для этого: отмываем от масла подшипник нижней головки шатуна, затем берем коленчатый вал в руку и второй свободной рукой раскачиваем шатун в радиальном направлении (в верх-низ). При наличии люфта (вы его сразу почувствуете), коленчатый вал подлежит замене или ремонту(перепрессовке).
В литературе (старой), да и в народе существует мнение, что небольшой люфт в подшипнике нижней головки шатуна ка бы допускается. На самом деле, наличие любого люфта в подшипнике нижней головки шатуна, приводит к тому, что шатун начинает работать с ударом из-за чего многократно увеличивается нагрузка как на подшипник нижней головки шатуна так и на сам шатун. Все это в совокупности, снижает общую надежность двигателя.
Также следует отметить, что проверку люфта нижней, верхней головки шатуна, следует проводить только с хорошо отмытым от грязи и остатков моторного масла подшипником, масляная пленка образующиеся на роликах подшипника имеет определенную толщину которая может «съесть» часть люфта из-за чего картина состояния подшипника может слегка исказится.

Отмываем от грязи и остатков масла верхнею головку шатуна, берем новый поршневой палец, вставляем его в верхнею головку и пытаемся покачать его в право — лево. Если ощущается едва заметный люфт, то ничего страшного в этом нет, при работе двигателя масло попадет на детали и люфт пропадет. А вот если вы почувствовали большой люфт, то тут уже ничего не поделаешь, придется менять коленчатый вал, так как с таким люфтом ваш двигатель долго не протянет…

Берем измерительный щуп и замеряем расстояние между щекой коленчатого вала и шатуном (осевой люфт шатуна), он должен быть в пределах 0.15-0.3 мм. Осевой люфт шатуна можно увеличивать или уменьшать до заданных пределов, путем поджатия разжатия щек шатуна.

Основной этап:
В силу своих конструктивных особенностей, коленчатый вал двигателя из-за различного рода нагрузок или повреждений, может ощутимо изменить свою правильную геометрию. При малейших расхождениях осей цапф коленчатого вала, двигатель заметно теряет в мощности, ухудшается динамика, ведь для того, чтобы прокручивать кривой коленчатый вал двигателю придется жертвовать своими «лошадками». Поэтому, основным этапом диагностики общего состояния коленчатого вала, будет проверка наличия биений на цапфах.
Ложем коленчатый вал на призмы, устанавливаем индикатор на стойку и проверяем биение цапф, оно должно быть не больше 0.03 мм. Но лучше всего, если биение будет не больше 0.01 мм, хотя такого показателя добиться нелегко, а зачастую просто невозможно. Работа по устранению биений коленчатого вала, подробно изложена в статье: Ремонт (перепрессовка) коленчатого вала мотоцикла Иж-Планета

Заключительный этап:
Посадочные места под коренные подшипники имеют строго заданный размер, обеспечивающий необходимый натяг в сопряжении подшипник-цапфа. При уменьшении посадочных размеров, коренные подшипники не смогут хорошо держатся на своих местах, что приводит осевому люфту коленчатого вала в картере двигателя, а это недопустимо! Коленчатый вал должен стоять в картере намертво и строго посередине.
Берем микрометр и промеряем посадочные места под коренные подшипники обеих цапф. Коленчатый вал, для наглядности был взят с изношенными посадочными местами. На этом валу коренные подшипники налазили на свои места от руки-это привело к тому, что коленчатый вал болтался в кривошипной камере как «карандаш в стакане», стучал, цеплял щеками за стенки картера, в общем хорошего мало.
Микрометр показывает строго 20.00, для обеспечения нормального натяга, на нужно чтобы диаметр был 20.04, то есть 4 сотки (0.04 мм). Такому коленчатому валу уже ничем не поможешь, поэтому он улетает на помойку.
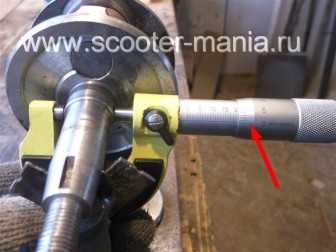
На цапфе видно затемнение, вызванное локальным нагревом-это проворачивалась внутренняя обойма коренного подшипника на посадочном месте.

scooter-mania.ru
Ремонт коленвала ч.2 - Полезные статьи
Одним из самых сложных и дорогих узлов двухцилиндровых четырехтактных двигателей, которыми снабжены отечественные тяжелые мотоциклы, является коленчатый вал. Отдельные его детали поступают в продажу в качестве запасных частей, и поэтому многие владельцы этих машин интересуются вопросами, связанными с ремонтом вала.
Коленчатые валы у моторов ирбитского и киевского заводов составные (рис. 1), кроме типа МТ мотоциклов «Днепр», где они изготовлены из цельной отливки. В процессе эксплуатации, как правило, первыми изнашиваются шатунные или коренные подшипники, из-за чего появляется люфт в нижней головке шатуна или нарушается посадка коленчатого вала в картере. Это вызывает стуки в нижней части двигателя. Чтобы определить зазоры в соединениях, снимают цилиндры и, взявшись рукой за шатун, пробуют перемещать его строго перпендикулярно оси вала. Если движение детали ощущается с трудом, значит состояние подшипника удовлетворительное, а если шатун обнаруживает видимое перемещение, да еще сопровождаемое стуками, надо менять или ремонтировать вал.
Для определения люфта коренных подшипников пробуют перемещать вал шатунами, прилагая к ним значительно больше усилия, потому что сдвинуть тяжелый вал нелегко. Замена шатунных подшипников в отличие от коренных связана с разборкой вала. Перед разборкой (распрессовкой) вала на среднюю щеку и цапфы наносят при помощи линейки и чертилки риски, чтобы, совмещая их, облегчить последующую сборку.
Разбирают вал при помощи пресса или приспособления, как показано на рис. 2. Детали тщательно осматривают. Если на рабочих поверхностях роликов, кривошипного пальца и нижней головки шатуна есть углубления или заметна граненость — детали заменяют.
Перед сборкой шатуны, кривошипные пальцы и ролики подбирают согласно приводимой здесь таблице — это обеспечивает необходимый характер соединений.
Шатуны замаркированы краской на нижней части стержня, пальцы — на стенке отверстия. Ролики, рассортированные по группам, уложены в отдельные пачки (ящики). Подшипник, собранный на заводе с сепаратором, имеет номер 822907.
У правильно скомплектованных и собранных шатунных подшипников при всех сочетаниях деталей, указанных в таблице, зазор должен быть в пределах 0,01—0,024 мм. При подборе новых шатунов и пальцев надо выполнить еще одно условие — они должны иметь одинаковую массу в правом и левом цилиндрах.
Собирать коленчатый вал рекомендуется в следующем порядке.
Нагреть среднюю щеку кривошипа до температуры 360—400° С и запрессовать в нее пальцы «глухими» концами.
Надеть на палец подобранный шатун с сепаратором и роликами и несколько раз повернуть его. При нормальном зазоре шатун должен поворачиваться легко, без заеданий. Если он поворачивается с трудом, подшипник надо перекомплектовать.
Ориентируясь по рискам, нанесенным при разборке кривошипа, поочередно напрессовать на свободные концы пальцев переднюю и заднюю цапфы, обеспечивая при этом осевое перемещение («ОП) шатуна между щеками в пределах 0,045—0,140 мм у киевских двигателей и 0,05—0,34 мм у ирбитских (см. рис. 1).
Установить коленчатый вал в специальные центры или центры токарного станка и посредством индикатора определить взаимное биение коренных шеек в соответствии с тем, как показано на рис. 3. Оно не должно превышать 0,03 мм. Если это условие не выдержано, необходима правка коленчатого вала. Это делают легкими ударами медного молотка по соответствующим сторонам цапф. Стрелки обоих индикаторов должны показывать отклонения в одинаковом направлении, то есть плюсовые или минусовые.
Если стрелки индикаторов показывают одинаковое, минусовое отклонение (см. рис. 3, а), превышающее допустимую величину, вал надо править, ударяя медным молотком в направлении, показанном стрелками. При плюсовом отклонении необходимо раздвигать цапфы (рис. 3, б). Если стрелки индикаторов показывают разные величины (рис. 3, в), следует определить наиболее высокую точку на коренной шейке коленчатого вала (в данном случае на левой) и, зажав среднюю щеку в тиски, несильно ударить по левой цапфе.
Далее проверяют разворот кривошипа, также в центрах. Для этого шатуны складывают треугольником и в их верхние головки вставляют поршневой палец, соответствующий цветовому индексу отверстий. Замеры проводят при двух положениях кривошипа, как показано на рис. 4. Разница показаний индикатора не должна превышать 0,5 мм.
В случае, если стрелка индикатора при одном из положений коленчатого вала показывает отклонение, превышающее допустимую величину (0,5 мм), следует ударять по противовесам обеих цапф с противоположной стороны (на рис. 4, б показан пример с плюсовым отклонением). После правки вновь проверяют биение коренных шеек.
Может случиться, что не удалось поршневым пальцем соединить верхние головки шатуна. Это значит, что либо его ось непараллельна оси цапфы, либо непараллельны или развернуты (скрещены) оси отверстий в верхней и нижней головках шатуна. В этом случае надо разобрать вал, снять шатун и заменить его новым. Править шатун можно только в приспособлениях, которыми располагают специальные мастерские. После проверки кривошипа на «треугольник» (см. рис. 4) надо вновь проверить биение коренных шеек и при необходимости сделать правку.
izh-motor.ru