Изготовление банки глушителя для мотоцикла. Изготовление мотоциклов
Как построить чоппер своими руками.
Чоппер своими руками, или может быть купить готовый мотоцикл? Таким вопросом задаются многие мотоциклисты, особенно начинающие, которые давно решили для себя, что будут ездить не на пластиковом спорте, а на настоящем железном мотоцикле, у которого звук легендарного V-твина издаёт солидный саунд, а не звук визжащей кофемолки. В этой статье, которая больше рассчитана на новичков в интересном виде искусства кастомайзинге, мы рассмотрим, что нужно для того, чтобы сделать своими руками правильный чоппер, и как сделать многие детали для него, которые позволят сделать его достаточно оригинальным, и иметь крутой внешний вид.
 Как построить чоппер своими руками написать не так то просто, так как стилей кастомизированных мотоциклов (кастомов) сейчас огромное количество, а их крутизна напрямую зависит от количества денежных знаков, умелых рук мастера и от оборудования, имеющегося у него в гараже. И при чтении о постройке какого то конкретного кастома, какой то начинающий кастомайзер может просто не потянуть его изготовление, из-за недостатка средств и необходимого оборудования. Или просто ему может не понравиться стиль какого то кастома, ведь стилей очень много.
Как построить чоппер своими руками написать не так то просто, так как стилей кастомизированных мотоциклов (кастомов) сейчас огромное количество, а их крутизна напрямую зависит от количества денежных знаков, умелых рук мастера и от оборудования, имеющегося у него в гараже. И при чтении о постройке какого то конкретного кастома, какой то начинающий кастомайзер может просто не потянуть его изготовление, из-за недостатка средств и необходимого оборудования. Или просто ему может не понравиться стиль какого то кастома, ведь стилей очень много.
Поэтому в этой статье не будет описана постройка какого то конкретного кастома определённого стиля, и мои рекомендации в этой статье будут чисто условными, но всё же я надёюсь полезными для начинающих кастомайзеров. К тому же при постройке любого чоппера, может возникнуть достаточно много нюансов, которые невозможно описать в одной статье.
Но для более подробного разъяснения, при изготовлении некоторых деталей для чоппера своими руками, я буду ставить соответствующую ссылку, перейдя по которой уважаемый читатель сможет более подробно и детально изучить изготовление какого то оборудования или какой то детали чоппера, и с успехом применить эти знания у себя в гараже. И так поехали.
Что нужно перед началом изготовления чоппера своими руками.
Первое, что нужно сделать перед началом работ, это определиться с бюджетом. Ведь правильный чоппер, который по качеству исполнения и своей крутизне, сможет запросто переплюнуть серийный заводской байк, требует определённых вложений денежных средств. И чем больше эти вложения, тем круче получится готовый кастом.
Конечно же при определённых навыках работы с металлом и наличии соответствующего оборудования, инструмента и материалов, можно сделать приличный чоппер и без больших вложений. Но ведь у многих начинающих мотоциклистов нет ни навыков, ни оборудования, ни подходящих материалов. И значительная часть денег уйдёт именно на качественный инструмент, материалы и некоторые приспособления, которые будут описаны ниже, и без которых голыми руками ничего не сделаешь.
Ну и конечно же основная часть денег будет потрачена на покупку мотоцикла донора, без него никак. Ведь двигатель и раму с номером и соответствующими документами самостоятельно не сделаешь, даже имея супер дорогое оборудование в мастерской (раму то с нуля можно сделать, только она будет безномерная). Тем более что от некоторых мотоциклов доноров можно будет использовать некоторые детали.
Это тот же двигатель, часть рамы с номером, переднее колесо (не всегда, но часто используется после доработки), переднее крыло (разумеется тоже переделанное), передняя вилка и другие детали, которые при наличии определённых навыков и инструмента, можно изменить до неузнаваемости.
Мотоцикл донор, чтобы сэкономить значительную сумму денег, можно купить в плохом состоянии или битый, главное чтобы у него были в порядке документы и чтобы после аварии сохранился мотор, и номер на раме. Двигатель, документы и часть рамы с шильдиком или номером на ней — это главное, что нужно для постройки чоппера, а всё остальное можно изготовить самостоятельно, или докупить из каталогов.
И после покупки мотоцикла донора, перед тем, как начинать его разбирать, резать и что то делать с ним, разумеется нужно сначала переоформить его на себя, поставить на учёт, а как это грамотно сделать я написал вот здесь (там же подробно описана и легализация самодельного байка). Это поможет избежать проблем в дальнейшем.
 Самым распространённым донором в большинстве серьёзных кастом-мастерских, являются практически все модели мотоциклов легендарной марки Харлей Девидсон. Так как у них считается самый красивый двигатель и звук его выхлопа.
Самым распространённым донором в большинстве серьёзных кастом-мастерских, являются практически все модели мотоциклов легендарной марки Харлей Девидсон. Так как у них считается самый красивый двигатель и звук его выхлопа.
Да и возможности тюнинга даже старых моторов не ограничены, и большинство каталогов рассчитаны как раз на мотоциклы этой более чем столетней американской марки.
 Тем боле, что некоторые модели Харлеев идут с завода с вилкой спрингером, которая очень популярна при постройке кастомов в популярном нынче стиле олдскул (старая школа кастомайзинга) или боббер.
Тем боле, что некоторые модели Харлеев идут с завода с вилкой спрингером, которая очень популярна при постройке кастомов в популярном нынче стиле олдскул (старая школа кастомайзинга) или боббер.
Чуть менее популярными мотоциклами донорами являются чопперы четырёх известных японских компаний. И даже несмотря на то, что моторы японских чопперов более наворочены в техническом плане и более мощные, чем серийные харлеевские V-твины, кастомы на основе Харлеев более популярны, ведь в таком виде искусства как кастомайзинг, мощность мотора не играет никакой роли, а главное — это изготовление различных деталей с ювелирной дотошностью к мелочам.
К тому же современным японским мотоциклетным заводам, до сих пор не удалось переплюнуть легендарный и ни с чем не сравнимый звук выхлопа популярного американского V-твина.
Сейчас уже следует учитывать при постройке чоппера одно важное обстоятельство — чем больше будет навешено деталей на чоппере, которые изготовлены в ручную, тем круче считается кастом. Времена каталогов прошли, и многие даже авторитетные кастом-конторы за рубежом, стали популярны и вырвались вперёд на мировом рынке именно после начала изготовления эксклюзивных деталей самостоятельно.
А те аппараты, которые побезждают на кастом-чемпионатах, вообще не имеют деталей из каталогов, так как каждая деталь, начиная с паянной рамы и заканчивая периметрическими тормозными дисками, изготовлена вручную. Для таких кастомов покупаются только лишь покрышки, и такие аппараты считаются произведением искусства и стоят больших денег. У нас в России, это начинают понимать только сейчас, но большинство чопперов некоторых кастом-контор, до сих пор обвешаны некоторыми покупными деталями из каталогов.
Хотя конечно же всё зависит от желаний заказчика, и многие из них не способны ждать, пока каждая деталь будет изготовлена вручную, да и платить за кропотливую работу большие деньги, многие у нас не способны.
Некоторые чопперы построены на основе доноров с японской рядной четвёркой, но они не так популярны, как чопперы с американским или японским V-твином, хотя встречаются довольно интересные и качественные аппараты. И пример такого кастома, сделанного из старого и древнего японского мотоцикла, показан в видеоролике под статьёй. Но звук их выхлопа конечно же уступает легендарному V-твину.
Так же менее популярны чопперы с британскими моторами от Триумфа или от БСА, хотя в 60 — 70 годы прошлого века они были популярны не менее харлеевских моторов.
Что касается доноров на основе оппозитных моторов отечественных мотоциклов, то на заре русского байк-движения они были очень популярны, а у малобюджетных мастерских популярны и сейчас. Но раскрученные кастом-канторы перестали с ними работать, так как большинство состоятельных клиентов подгоняют для переделки более дорогие и престижные мотоциклы с V -твином.
 Но при умелом подходе и умелых руках, можно сделать вполне приличный аппарат и с отечественным оппозитом (например как на фото слева), только вот жаль, что такие аппараты в большинстве случаев рассчитаны только на выставки, так как у владельцев таких аппаратов могут быть проблемы при прохождении техосмотра. Хотя эта проблема тоже решаема, при наличии у владельца такого аппарата бумаги с американскими президентами.
Но при умелом подходе и умелых руках, можно сделать вполне приличный аппарат и с отечественным оппозитом (например как на фото слева), только вот жаль, что такие аппараты в большинстве случаев рассчитаны только на выставки, так как у владельцев таких аппаратов могут быть проблемы при прохождении техосмотра. Хотя эта проблема тоже решаема, при наличии у владельца такого аппарата бумаги с американскими президентами.
Инструмент и оборудование для постройки чоппера.
Построить приличный чоппер голыми руками невозможно, и разумеется прежде чем что-то начинать делать, следует купить необходимый инструмент, который будет описан ниже. А при наличии умелых рук, слесарных навыков и уже купленного инструмента, можно будет в дальнейшем изготовить и полезное оборудование, которое намного ускорит работы с металлом и сделает результат этих работ намного качественнее.
И так, что нужно приобрести, чтобы иметь возможность построить чоппер своими руками:
- Конечно же углошлифовальная машинка, именуемая в народе «болгаркой».
- Электрическая дрель (не помешает и шруповёрт (гайковёрт) с набором бит, в виде накидных головок).
- Набор свёрл и шарошек.
- Набор метчиков и плашек.
- Сварочный полуавтомат (ещё лучше аргонно-дуговой сварочный аппарат, а в идеале не помешает и тот и другой).
- Ножницы по металлу (лучше электрические).
- Не помешает и электролобзик с набором пилок по металлу.
- Наждак.
- Бормашинка.
- Набор гаечных ключей и накидных головок с трещётками.
- Набор специальных молотков и наковаленок для работ с листовым металлом (набор для кузовных (рихтовочных) работ).
Выше был перечислен минимальный инструмент, который следует приобрести новичкам на начальном этапе. А тем, кто желает подойти к делу более серьёзно и намного увеличить скорость работ и качество выполняемых работ, то постепенно следует приобрести или изготовить:
Кликнув на опубликованные чуть выше ссылки, вы сможете подробно ознакомиться с очень полезным оборудованием (и как его сделать), и без этого оборудования сделать качественный кастом невозможно. А если и возможно, то времени на работы без этих приспособлений, будет потрачено очень много, а качество готовых изделий будет существенно хуже.
И ещё — очень советую познакомиться с адекватными токарем и фрезеровщиком на соседнем заводе, и желательно с теми, которые равнодушны к алкоголю. Ведь большинство новичков не могут позволить купить и установить себе в мастерскую токарный и фрезерный станок, а они будут очень необходимы. Так как большинство деталей придётся точить с нуля, начиная с крышки бензобака и заканчивая более длинными осями, для более широких колёс и их ступицами.
Начало работ по постройке чоппера своими руками.
После приобретения нужного инструмента, покупки донора и его оформления, следует набросать примерный эскиз будущего кастома и план работ на будущее.
 И если вы задумали делать кастом не в стиле бордтрекер или кафе рейсер, или не такой кастом, как на фото слева, то самой распространённой операцией, которую проделывают многие кастомайзеры самой первой — это расширение рамы под более широкое колесо. Как расширить заднюю часть рамы, чтобы впихнуть более широкое колесо, я написал вот в этой статье, и разумеется желающие могут кликнуть и почитать.
И если вы задумали делать кастом не в стиле бордтрекер или кафе рейсер, или не такой кастом, как на фото слева, то самой распространённой операцией, которую проделывают многие кастомайзеры самой первой — это расширение рамы под более широкое колесо. Как расширить заднюю часть рамы, чтобы впихнуть более широкое колесо, я написал вот в этой статье, и разумеется желающие могут кликнуть и почитать.
И многие считают, что постройка чоппера начинается с расширения серийной рамы, но ведь расширить её заднюю часть на нужный размер будет очень затруднительно, если нет в наличии готового более широкого заднего колеса. Поэтому очень желательно сначала заказать или изготовить самостоятельно более широкое колесо, нужной вам ширины и диаметра. А как изготовить более широкое колесо своими руками, и причём не хуже чем на мотоциклетном заводе, я написал вот здесь.
А саму серийную раму, кроме расширения её задней части, тоже нужно будет доработать. Например в рулевых колонках рам отечественных мотоциклов, до сих пор стоят слабенькие упорные подшипники велосипедного типа, которые очень быстро изнашиваются и управляемость мотоцикла мягко говоря хромает. И первым делом следует заменить эти подшипники на более мощные конические (такие как в колёсах Днепров и Уралов, но на размер больше).
Для этого чашки штатных подшипников срезаются с рамы, а на их место привариваются чашки чуть большего диаметра, в которые впоследствии запрессовываются наружные обоймы конических подшипников. Подробнее об этом я написал в этой статье, а так же в статье про геометрию мотоциклетных рам, и ссылка на эту статью находится ниже в тексте.
На рамах современных импортных мотоциклов уже с завода стоят более менее нормальные подшипники, но и на таких рамах хватает переделок. Так как даже импортные серийные рамы более тяжёлые и некрасивые, чем самодельные рамы, изготовленные с нуля, и с большинства серийных рам (особенно японских мотоциклов) приходится срезать лишние детали, для облегчения веса.
Конечно же типов рам большое количество (какие бывают рамы читаем вот тут) и каждый выбирает для себя свой вариант. Но сейчас очень популярны чопперы в стиле олдскул, у которых очень лёгкие рамы в стиле «хардтейл» (в переводе жёсткая), которые не имеют задней подвески и благодаря этому имеют красивые классические линии треугольной задней части. И такие рамы самые лёгкие.
И хотя на таких рамах ездить по нашим дорогам довольно некомфортно, но красота и стиль требует жертв. Да и рассчитаны такие аппараты не для дальних поездок, а для недолгих покатушек по городу, или для перемещения тела водителя от бара к бару. И чопперы с такими рамами сейчас очень популярны.
 И самой распространённой операцией, при постройке кастомов в стиле олдскул, является обрезка всей задней части, которая имеет аммортизаторы и после этого приваривается самодельная жёсткая часть (см. фото слева) и одновременно рама и немного расширяется.
И самой распространённой операцией, при постройке кастомов в стиле олдскул, является обрезка всей задней части, которая имеет аммортизаторы и после этого приваривается самодельная жёсткая часть (см. фото слева) и одновременно рама и немного расширяется.
 Пример такой готовой переделанной рамы показан на фото слева. Хотя и расширять раму для олдскульных аппаратов требуется совсем немного, так как обычно заднее колесо шире чем 130 — 150 мм на таких аппаратах не используют.
Пример такой готовой переделанной рамы показан на фото слева. Хотя и расширять раму для олдскульных аппаратов требуется совсем немного, так как обычно заднее колесо шире чем 130 — 150 мм на таких аппаратах не используют.
 Гораздо более широкие колёса используют на чопперах в стиле хайтек, (или с рамами в стиле хайнек — с высоко поднятой рулевой колонкой) и ширина задних колёс на таких аппаратах достигает 360 — 400 мм.
Гораздо более широкие колёса используют на чопперах в стиле хайтек, (или с рамами в стиле хайнек — с высоко поднятой рулевой колонкой) и ширина задних колёс на таких аппаратах достигает 360 — 400 мм.
Здесь требуется более глобальное расширение задней части рамы, да ещё следует вынести в сторону привод заднего колеса. Каким способом обычно выносят привод заднего катка в сторону, я написал в статье про переделку задней части рамы (ссылка находится выше в тексте).
Что касается переднего колеса, то здесь тоже его ширину определяет стиль, так как например на бобберах устанавливают более широкие передние колёса (как правило на 130х90х16), а на классических чопперах переднее колесо значительно тоньше, и имеет ширину всего лишь 80 — 100 мм и как правило диаметр на 21 дюйм и более. Хотя сейчас довольно много стилей, у которых колёса могут быть самой разной ширины и диаметра. Каждый выбирает для себя тот размер, который соответствует вкусу и конечно же стилю.
Кстати, сделать спицованное колесо намного круче, чем штатное заводское, можно если доработать это штатное колесо. Следует выточить более эксклюзивную ступицу с нуля (под большее количество спиц и более крутые тормозные диски), а на ободе выдавить дополнительные шишки, под установку большего количества спиц (как выдавить шишки написано в статье про изготовление колеса с нуля, ссылка на статью выше в тексте). И тогда переднее колесо не нужно будет покупать, если конечно вы не хотите установить на свой чоппер легкосплавное литое.
Передняя вилка.
О разновидностях конструкций мотоциклетных передних вилок я подробно написал вот здесь.
Передняя вилка способна легко преобразить внешний вид любого чоппера, и способна поменять не только силуэт, но и ходовые качества вашего мотоцикла. Хотя опять же при постройке чоппера, большинство кастомайзеров как правило не обращает внимание на управляемость и комфорт, главное внешний вид, который и определяет крутизну чоппера и от которого в сером городском потоке может возникнуть значительное оживление.
Конечно же кроме вилки на силуэт и ходовые качества мотоцикла влияет угол наклона рулевой колонки, а если быть точным, то трейл и рейк, которые следует учитывать при переделке рамы или изготовлении её с нуля. Эта тема достойна отдельной статьи, которую я написал, и подробно об углах и геометрии рамы советую почитать вот тут. В этой же статье подробно описана доработка рам отечественных мотоциклов и замена подшипников на конические.
Самым популярным видом доработки серийных вилок является их удлинение специальными вставками и замена траверс на более широкие, или просто полировка и хромирование штатных траверс. При удлинении перьев вилки, чтобы не задрать раму относительно земли и сохранить красивый силуэт и небольшой дорожный просвет, следует увеличить угол наклона рулевой колонки. То есть добиться того, чтобы после установки более длинной вилки, дорожный просвет (расстояние от нижних труб рамы до земли) остался таким же как и был.
Но чаще всего дорожный просвет (клиренс) занижают раза в два, и кроме более сильного наклона вилки, на занижение влияет и переделка задней части рамы (перенос оси заднего колеса выше, чем было в стоке). При всех этих работах очень важно сохранить чёткую геометрию рулевой колонки и всей рамы, и правильно осуществить такие переделки, возможно только при наличии стапеля (ссылка на статью про стапель находится выше, в списке инструментов и приспособлений).
Так что установка удлинённой вилки не так то проста и повлечёт за собой ряд серьёзных переделок самой рамы и её рулевой колонки, с учётом правильных углов (рейка и трейла — о них ссылка чуть выше, про углы рулевой колонки).
Но сейчас стали очень популярны мотоциклы в стиле олдскул и боббер, у которых вилка (как правило это спрингер) не удлиняется, или удлиняется совсем незначительно. Но изменение угла рулевой колонки и на этих аппаратах довольно часто применяют.
Ведь при большем наклоне рулевой колонки, даже с короткой вилкой силуэт кастома значительно улучшается (делается более стремительным). При этом дорожный просвет получается всего в пару сантиметров и на таком аппарате по нашим дорогам ездить становится затруднительно. Но всё таки для многих это не важно, ведь красота требует жертв.
 К тому же многих солидных кастомайзеров не устраивает серийный спрингер, и многие делают его ещё круче, (если применить навыки работы с горячей гибкой металла и кузнечное мастерство), и пример такой эксклюзивной вилки показан на фото слева.
К тому же многих солидных кастомайзеров не устраивает серийный спрингер, и многие делают его ещё круче, (если применить навыки работы с горячей гибкой металла и кузнечное мастерство), и пример такой эксклюзивной вилки показан на фото слева.
Про выбор вилки и какая из них лучше, а какая хуже, писать бессмысленно, так как всё зависит от стиля, вкуса и от того, какой силуэт вашего кастома вы хотите получить в итоге.
Навеска для чоппера.
Конечно же рама, вилка и колёса имеют важную роль в формировании силуэта красивого чоппера, но не менее важным фактором, определяющим его крутизну и мастерство кастомайзера — является навеска кастома (баки , крылья, бардачки, масляные бачки и всевозможные мелкие детали, называемые в народе «цацки» или «вкусности»).
И именно навеска требует для её изготовления множество инструмента и оборудования, а так же определённых навыков работы с листовым металлом и умелых рук. И большинство из этого оборудования предназначено именно для работ с листовым металлом, то есть для придания плоскому стальному листу определённой выпуклой формы.
И без специального оборудования, ссылки которого опубликованы мной выше, голыми руками изготовить что то стоящее из листового металла практически невозможно. А если и возможно, то времени будет потрачено очень много. Причём при изготовлении следует учесть важное обстоятельство, чем оригинальнее и непохожее на других будут изготовлены детали навески, тем круче будет ваш чоппер.
И форм баков, крыльев и других деталей навески великое множество и каждый раз появляется что то новенькое и непохожее. Но начинающим кастомайзерам при постройке своего чоппера, следует поначалу не гнаться за сложными формами, а начинать с самых простых форм.
 К тому же здесь играет важную роль и стиль, так как например для чопперов в стиле олдскул (старой школы) или для бобберов, требуется более простой бензобак с плоским дном, как на фото слева (как изготовить такой бензобак я написал вот в этой статье). А для кастомов в стиле техно (хайтек) можно изготовить более сложный бак (как изготовить более сложный бак своими руками я написал вот тут).
К тому же здесь играет важную роль и стиль, так как например для чопперов в стиле олдскул (старой школы) или для бобберов, требуется более простой бензобак с плоским дном, как на фото слева (как изготовить такой бензобак я написал вот в этой статье). А для кастомов в стиле техно (хайтек) можно изготовить более сложный бак (как изготовить более сложный бак своими руками я написал вот тут).
Для чопперов так называемого свободного стиля, может подойти бензобак с вогнутым дном, изготовление которого я описал вот здесь. Ну а кому интересно посмотреть, как я изготовил более сложный бак, то смотрим видеоролик чуть ниже, который я опубликовал у себя на канале suvorov-custom в качестве пособия для новичков и с целью восполнить пробел по этой теме в рускоязычном интернете. Секретов у меня нет и думаю новичкам будет полезно посмотреть это видео, разбитое на три части.
Конечно же новичкам сначала следует попробовать изготовить более простой классический бак, и по мере накопления какого то опыта переходить к более сложным изделиям. Но всё же и при изготовлении более сложного бака, в видеоролике чуть ниже, есть несколько советов, которые я надеюсь будут полезны начинающим кастомайзерам.Кстати, у меня на канале suvorov-custom (на Ютубе) имеются и другие видео по работе с листовым металлом и надеюсь со временем, по мере свободного времени, такие видеоролики я постараюсь публиковать ещё, а чтобы не пропустить новые видео — не забудьте подписаться на канал.
Что касается крыльев, то разумеется они как и бак, тоже должны подходить по стилю. А к примеру у бобберов, или радикальных чопперов вообще может не быть переднего крыла, а заднее крыло как правило очень короткое. Но всё же лучше изготовить крыло для чоппера с нуля, так как переделка какого то штатного крыла не всегда совпадает с стилем будущего кастома. К тому же эксклюзивное крыло, изготовленное с нуля, будет единственным и неповторимым, и это добавит ему крутизны.
 Кстати, некоторые эксклюзивные крылья, например как на фото слева, вообще не будут выполнять свою основную функцию по защите от грязи. Но ведь главное крутой внешний вид, а защитные функции для многих не важны, так как такие аппараты рассчитаны на выставки, или для передвижения в сухую погоду на короткие расстояния (от бара к бару).
Кстати, некоторые эксклюзивные крылья, например как на фото слева, вообще не будут выполнять свою основную функцию по защите от грязи. Но ведь главное крутой внешний вид, а защитные функции для многих не важны, так как такие аппараты рассчитаны на выставки, или для передвижения в сухую погоду на короткие расстояния (от бара к бару).
Как самостоятельно изготовить крыло для чоппера с помощью английского колеса, я написал вот здесь, а изготовление крыла без использования станка английское колесо, но с применением зигмашинки, можно почитать вот тут.
 Ну и следует немного сказать про бардачки, которые позволяют расположить электрику чоппера, или возить какой то минимальный инструмент. На некоторых кастомах (например в том же стиле олдскул) крутой бардачок или масляный бачок, совсем не трудно изготовить из корпуса огнетушителя, фильтра противогаза, или из немецкого футляра для противогаза, да мало ли из чего, что уже имеет форму цилиндра и позволит новичкам обойтись без вальцев (чтобы скрутить лист в цилиндр).
Ну и следует немного сказать про бардачки, которые позволяют расположить электрику чоппера, или возить какой то минимальный инструмент. На некоторых кастомах (например в том же стиле олдскул) крутой бардачок или масляный бачок, совсем не трудно изготовить из корпуса огнетушителя, фильтра противогаза, или из немецкого футляра для противогаза, да мало ли из чего, что уже имеет форму цилиндра и позволит новичкам обойтись без вальцев (чтобы скрутить лист в цилиндр).
И такие изделия будут смотреться совсем не плохо и к тому же оригинально, особенно если края цилиндра отрезать под определённым углом (например как на фото). И готовые корпуса названных выше изделий, позволят сэкономить время и силы на изготовление многих оригинальных деталей навески с нуля. Здесь главное полёт фантазии, ну и конечно же умелые руки. Этим и интересен такой вид искусства как кастомайзинг.
А вешать на чоппер кожаную навеску или нет, каждый решает сам. Но в дальней дороге она однозначно не помешает. И как изготовить своими руками сумочку для инструмента, накладку на бак и боковые кофры, советую почитать вот в этой статье.
И если без кожаной навески ещё можно обойтись, то без сиденья никак. А вот как изготовить своими руками с нуля сиденье для чоппера, я описал вот тут, причём там описано два варианта изготовления сидений, с пластиковой основой и с металлической.
Ну и под статьёй я публикую полезный и интересный видеоролик, который доказывает, что с умелыми руками и светлой головой, можно изготовить отличный кастом даже из древнего японского мотоцикла, причём мотор этого мотоцикла совсем не твин, а рядная четвёрка. Но она совсем не портит вид кастома.
Этот видеоролик ещё раз доказывает, что можно сделать уникальный кастом даже из хлама, и я надеюсь, что это видео будет стимулом для новичков и послужит толчком для начала их дальнейшей работы.
Ну и надеюсь, что эта статья хоть немного поможет новичкам построить чоппер своими руками, и может быть в ближайшем будущем, вы подойдёте к этому делу более серьёзно и сделаете это увлекательное занятие своим основным источником дохода, успехов всем!
suvorov-castom.ru
Junk Yard Customs Strogino. Тюнинг Ремонт Обслуживание мотоцикла Харлей-Дэвидсон. Custom ателье в Москве. Производство кастомных мотоциклов.
НА ГЛАВНУЮ НАВЕРХ РУЛИ ДЛЯ КАСТОМ МОТОЦИКЛАНаправление мотоателье
Изготовление деталей обвеса, покраска, аэрография, сварные, гальванические работы. Услуги мотоэвакуатора для любых мотоциклов будь то спорт-байк, чоппер или кроссовый мотоцикл. При необходимости сделаем детальку для скутера или велосипеда :) руль для мотоцикла изготовление кастомных мотоцикловНаправление мотосервиса
Ремонт и обслуживание мотоциклов класса «круизер» CRUISER - Чоппер Предпочтение ремонт мотоциклов марки «HARLEY-DAVIDSON», кастомных мотоциклов. перейти на страницу ремонт и тюнинг мотоциклов Харлей-ДэвидсонЧоппер - характерные признаки: 1) Выброс передней вилки вперёд как можно дальше. 2) Размер переднего колеса как правило по ширине узкий, но по окружности больше чем у заднего. 3) Огромное заднее колесо 4) Подножки для ног расставлены очень широко 5) Ширина руля может быть в два раза шире плеч байкера

Производство изготовление кастомных мотоцикловКонструкторское бюро - JYCS
Если у вас есть интересное предложение по производству изготовлению кастомного мотоцикла обращайтесь в JYCS. Мы сотрудничаем со многими мотосервисами Москвы и Области. У нашего коллектива огромный опыт в изготовлении мотоциклов на заказ.Все силовые детали мотоцикла проходят испытания и процедуру сертификации, включающую оформление сертификата соответствия и декларации о соответствии изделия в испытательной лаборатории.
В нашем мотоателье подобран квалифицированный, опытный персонал, установлено все необходимое оборудование, проверенное и отрегулированное под данный вид деятельности. Мы профессионалы!
Звоните: 8 (903) 597-93-71
Или пишите: Форма обратной связи


jycs.ru
Изготовление крыла мотоцикла с нуля с чистого листа
Крыло мотоцикла с чистого листа.
Перед начинающими кастомайзерами при изготовлении чоппера, часто встаёт вопрос: где взять навеску для своего мотоцикла? А ещё чаще возникает вопрос: как её изготовить самому? И начинаются, как обычно, переделки из заводских мотоциклетных деталей. Режутся на куски стандартные баки, крылья, бардачки, и начинается добавление кусков металла и как всегда используется ведро шпаклёвки. В итоге эти детали обычно получаются чуть ли не в двое тяжелее оригинала, а вес, особенно для крыла, играет важную роль, так как при компоновке крыла с минимальным зазором от колеса получается прикольный вид, но в таком случае крыло нужно крепить уже не к раме, а к маятнику. И вот при таком креплении, тяжёлое крыло увеличивает неподрессоренную массу, что не лучшим образом сказывается на движении байка.
Можно конечно сделать деталь из стеклопластика, но если попробовать работать с ним, то оказывается возни с ним намного больше, чем с листовым металлом (проверено). При изготовлении обычного крыла из листового металла (не очень глубокого), у меня затрачивается времени меньше одного дня, и можно его красить, а при изготовлении такой же детали из стеклопластика, только на изготовление матрицы уйдёт намного больше времени, потом уже идёт изготовление детали, и плюс сутки на просушку. Ну и затем сколько возни на зашкуривание и шпаклёвку я лучше умолчу. А вес стеклопластиковой детали, практически такой же, как и у стальной, потому что при уменьшении веса (толщины пластика), крыло становится очень хлипким. Ну и для чоппера пластиковые детали, сами понимаете — не в тему.
Ещё один большой минус таких переделок — одинаковость, это главная беда многих отечественных кастомов. Куда ни глянешь, везде видны фрагменты отечественных жестяных деталей, основная доработка которых, это расширение размера. Оно и понятно — многих останавливает недостаток информации и инструмента по работе с листовым металлом. В этой статье я постараюсь этот недостаток исправить, но опять же напомню, что описываться будет самое простое крыло, чтобы вам было легче понять технологию работы. Изготовив простое крыло для чоппера, в дальнейшем сделать крыло более глубокое или сложное по дизайну, вам не составит труда, так как поняв технологию и принцип работы, без проблем можно перейти от простого к сложному.
Я думаю хватит философии, пора заняться делом. Как обычно на любом заводе, изготовление качественной детали начинается с чистого листа бумаги. Так и мы, начинаем с чистого листа, а точнее картона. Вырезаем полоску картона длинной на ваше усмотрение. То есть вырезав полоску чуть длиннее чем нужно, примеряем к мотоциклу над колесом, и определившись с нужной длинной, отрезаем лишнее. А вот с шириной отпишусь немного поточнее. Для покрышки шириной 130 мм, ширина полоски картона должна быть на 40 мм шире и это для неглубокого крыла (какое вы видите на нижних фото). Значит нетрудно подсчитать ширину полоски для покрышки шириной аж на 360 мм: 360 + 40 = 400 мм. При обработке металл немного вытянется, но уверяю, не на много, к тому же немного ширины заберёт радиус загиба по контуру покрышки. Если вы хотите более глубокое крыло, тогда ширину полоски нужно увеличить на пару сантиметров, а можно и больше, ведь лишнее всегда можно отрезать. При изготовлении более глубокого крыла, металл вытянется чуть больше, и это надо учесть, хотя опять повторюсь — лишнее всегда можно отрезать.
Определившись с размерами картонного шаблона крыла и перепроверив его на мотоцикле, закругляем (подрезаем) края полоски спереди и сзади (можно края подрезать более оригинально, чем на фото, я напомню это базовые знания) и переносим размер на миллиметровый лист металла (накладываем и обводим маркером). Затем вырезаем из листа металла нужную деталь болгаркой, ножницами, или электро-лобзиком, и заглаживаем кромки детали напильником или шлифовальным диском, убирая заусенцы.
Дальнейшая работа предстоит самая интересная: придание объёма плоской детали. Для этого потребуются: кожаная подушка, набитая песком или дробью (можно использовать дубовый пенёк с углублением в центре), и два самодельных молотка, со сферическими бойками. Один из них обычный (красный на фото) для начальной выколотки металла, а второй (чёрный на фото) понадобится для выколотки, когда крыло станет глубоким, и кромки его начнут упираться в ручку обычного молотка и мешать работе. Эти молотки я изготовил из шаровых опор грузовика ( у шаровых опор сталь качественная), а самый большой шар (сферу) на чёрном молотке, пришлось заказать токарю выточить из твёрдой стали. Сферические бойки молотков нужно обязательно отполировать до зеркального блеска.
Уложив металлическую листовую заготовку крыла на кожаную подушку, начинаем наносить частые равномерные удары сначала по центру листа, и плавно переходим к краям. При ударах лист будет стремиться свернуться вовнутрь, и это неплохо, так как нужно будет всё равно согнуть крыло по радиусу колеса, но при сильном сворачивании, деталь постоянно распрямляем и подправляем руками.
При выколачивании проверяем плавность закругления крыла (при виде спереди), а то может получиться так, что в центре радиуса закругления, крыло будет более выпуклым (острым), чем на краях. Значит нужно будет пройтись молотком ближе к кромкам по всей длине крыла, чтобы в итоге получить плавный радиус при виде спереди и сзади.
При выколачивании вы увидите, что постепенно глубина крыла увеличивается и здесь нужен другой молоток, так как кромки начинают упираться в ручку молотка и не дают нормально ударить. Нужно поменять молоток на другой (черный на фото) изготовленный с отдалённой рукоятью от сферического бойка.
Прикладывая деревянный шаблон, проверяем одинаковость выпуклости по всей длине.
Начинающим кастомайзерам, которые имеют небольшой опыт работ с листовым металлом, бывает трудно добиться одинакового профиля (выпуклости) крыла по всей длине. Таким людям я советую пользоваться деревянным шаблончиком из дерева (смотрите фото слева), прикладывая который по всей длине крыла, вы сможете проверять одинаковость выпуклости по всей длине.
Что касается радиуса крыла при виде сбоку (то есть радиуса самого колеса) то тут всё немного сложнее. При выколачивании металла, в середине крыла появляется выпуклость и металл растягивается, но с боков (ближе к кромкам) мы удары не наносим и металл остаётся каким был — более толстым, чем в середине. К тому же при получении объёма (выпуклости) крыло становится довольно жёстким и радиус его становится намного больше радиуса колеса. Согнуть его, для уменьшения радиуса (чтобы подогнать радиус к колесу) становится не так то просто и при загибе на кромках появляются некрасивые волны. Это создает небольшие трудности при работе.
Для облегчения процесса и придания нормальной формы крылу (без волн на боковинах крыла) нужно листовой металл на боковинах крыла сжать, то есть сделать металл на боковинах (кромках) крыла ещё толще. Для этих целей обычно применяют шринкель, но он есть далеко не у всех. Я предлагаю более древний и простой вариант, которым пользовались ещё при изготовлении рыцарских доспехов. Нужно по всей длине обоих боковин выдавить гофры (см. фото) и при их выдавливании вы увидите, что крыло само начинает уменьшать свой радиус. Гофры нужно выдавить так, чтобы радиус крыла стал намного меньше радиуса колеса (если диаметр колеса на 16 дюймов, а радиус естественно 8 дюймов, то диаметр крыла с гофрами должен получиться примерно на 12 дюймов, а радиус соответственно всего 6) и далее объясню для чего это нужно.
Дело в том, что теперь, чтобы сжать (сделать металл толще) боковины крыла, нужно эти гофры выровнять ударами молотка или специальной лопатки (см. фото). Нанося удары на гофры на выпуклой наковаленке, мы одновременно и выравниваем боковины от уже ненужных гофров, и одновременно сжимаем и утолщаем листовой металл, так как при выравнивании гофров, от ударов идёт наволакивание металла и его одновременное сжатие по длине и утолщение листа по толщине — так называемый наклёп металла. Но при этом процессе опять идёт увеличение радиуса крыла (крыло постепенно выпрямляется), и именно для этого я и написал выше, для чего нужно сделать радиус крыла с помощью гофрирования намного меньше, чем радиус колеса.
В итоге нужно добиться, чтобы радиус крыла совпал с радиусом колеса (при работе крыло постоянно прикладываем к колесу), и процесс гофрирования и обстукивания (выравнивания и наклёпа) боковин иногда приходится сделать пару раз, а на более глубоком крыле бывает и три-четыре раза.
Но это довольно быстрый процесс, если сделать специальную гофрилку из любого небольшого прессика (см, фото и видео чуть ниже). Если нет пресса или нет времени возиться (я потратил на изготовление всего день), то можно сделать простую гофрилку из двух штырей (прутков) диаметром 8 — 10 мм, приваренных рядом друг с другом на расстоянии пару мм (типа вилки).Про шринкер и стретчер желающие могут почитать вот в этой статье.
С этим устройством работа пойдёт немного медленнее, так как чтобы сделать одну волну (гофру), придётся поместить кромку крыла между штырей и затем провернуть крыло между ними и отодвинув его дальше (по длине) примерно на сантиметр опять провернуть. Но работать вполне возможно и привыкнув можно увеличить скорость гибки.
При желании можно сделать более глубокое крыло (см. фото справа), если ещё раз пройтись по всему крылу частыми ударами, но тогда общая ширина крыла может уменьшится и крыло станет глубже но тоньше по ширине.
После нанесения гофров, их выравнивания и подгонки радиуса закругления крыла к радиусу колеса (об правильном изготовлении самодельного мотоциклетного колеса, но с заводской технологией, можно почитать вот здесь), всё равно могут остаться небольшие волны на кромках крыла, но это уже мелочи и исправляются они обстукиванием на выпуклой наковаленке. Обстукивать можно плоской лопаткой или молотком с плоским полированным бойком, и при работе иногда можно подровнять волны на металле кромки, нанося удары и с внутренней стороны крыла.
Подровняв по кругу кромки крыла, переворачиваем крыло выпуклой стороной вниз, и уложив его на плоскую гладко-шлифованную наковальню (фото её можно увидеть в этой статье про изготовление бака), обстукиваем изнутри всё крыло пластиковой киянкой, с сферической поверхностью ударной части. Это нужно, чтобы немного подровнять шишки на металле, и ускорить прокатку на английском колесе. Впрочем у кого мощное и большое английское колесо, и есть опыт работы с этим станком, то операцию обстукивания на плоской наковальне можно не применять.
Остаётся одна из самых интересных операций — прокатка крыла между роликами английского колеса, и превращение мятого и невзрачного куска металла в гладкое и привлекательное изделие, для которого перед покраской не требуется ни грамма шпаклёвки. Процесс прокатки описывать не буду так как он не сложен и начав прокатывать деталь, научится можно через пару часов тренировки. К тому же немного об этом я написал в статьях про бензобаки. И уверяю вас, что работая на этом станке, вы с каждым днём и довольно быстро будете открывать новые, более удобные для вас методы работы без всяких подсказок. Это станок который надо почувствовать и советы здесь бессмысленны. Скажу только одно — на первых порах работы, держите пальцы подальше от роликов, так как усилие от скобы может составлять несколько тонн.
После прокатки крыла на английском колесе, можно ещё раз подравнять волны на кромках крыла (если они есть), обстукиванием на выпуклой наковаленке по периметру всего крыла, а можно чуть загнуть кромку, по периметру нанося более сильные удары и держа кромку немного под углом к наковальне. Это сделает крыло жёстче. При необходимости, кромки можно снова прокатать на колесе. Кстати о жёсткости: кому посчастливилось изготовить или купить станочек, называемый зиговочная машинка, то подобрав в продаже или выточив на станке специальные ролики, можно завернуть кромку крыла во внутрь, прокатав между роликами всё крыло по периметру. Это придаст изделию красивый законченный вид и дополнительную жёсткость. О зиг-машинке можно почитать здесь, но у кого её нет, можно аккуратно приварить по периметру кромки крыла проволоку (изнутри), диаметром 4 — 5 мм, тем самым добавив жёсткость крылу и более достойный вид.
Способов креплений крыла множество. Можно приварить аккуратные ушки с отверстиями к крылу и к ним добавить стойки, а можно аккуратно просверлить отверстия в крыле, а к отверстиям прикрепить стойки с помощью заклёпок или болтов. Есть неплохой способ крепления крыла когда стойки, держащие крыло, выполнены из крученного квадратного прутка и продолжаются вверх, образуя спинку — сисибар. Этот вариант часто используется в шведской школе кастомайзинга. Несомненно выбирать вам, и большая возможность выбора является одним из главных приколов кастомайзинга.
Тем мастерам, для которых на первом этапе тяжело приобрести или изготовить станок английское колесо, посоветую изготовить крыло для мотоцикла без использования английского колеса. Как это осуществить, можно узнать кликнув вот по этой ссылке.
И последнее. Чтобы заказать крыло для кастома из каталога, придётся выложить около 300 долларов, а за крыло для покрышки на 360 мм — ещё больше. Но при самостоятельном изготовлении, вы потратите за кусок листового металла цену около 1 доллара и получите кучу положительных эмоций. Как говорилось в какой то рекламе — почувствуйте разницу. Но не это главное: изготовив крыло для мотоцикла своими руками, вы получите изделие в единственном экземпляре и что самое главное — гордость за себя, а это поверьте дороже денег. Успехов всем!
suvorov-castom.ru
Изготовление защиты резонатора для мотоцикла эндуро. Наша версия.
Здравствуйте.
Какое-то время назад я перевел статью об изготовлении резонатора для двухтактного мотоцикла эндуро. Статья в общем толковая, но результат оказался тяжеловат, да и неидеален с точки зрения крепления к мотоциклу. Сегодня расскажу о другом варианте, который изготавливал Олег на мой мотоцикл.

Плюсы этой защиты, по сравнению с уже ставшими классическими “ковшами”, следующие:1. Меньше вес. В нашем случае не потребовалось делать монолитную защиту резонатора + картера, поскольку защита картера уже была. Вес нашей защитки составил всего 1622 грамма.
2. Меньше расход материала, особенно если сравнивать с вариантом изготовления защиты резонатора, представленным в прошлой статье, когда перед тем, как сделать финальный вариант, варился какой-то страшный “паук”.
3. Выше жесткость.
4. Просто красивее выглядит. В моем случае еще и закрывает раздолбанный и ржавый резонатор, со следами многочисленных вмятин и несколькими заплатками.
В моем случае еще и закрывает раздолбанный и ржавый резонатор, со следами многочисленных вмятин и несколькими заплатками.
Сама защита резонатора конечно уже не выглядит так гламурно, как на первых фотках. Но я не мог опубликовать статью до тех пор, пока мы не испытали ее в бою, а именно на гоночке в Редуте и во время нескольких покатушек, в том числе по трассе эндуро-кросса в Старьсьяново.
Выявились недостатки, о которых позже расскажу в этой статье. Также появилось несколько вмятинок.
Но все равно даже мятая защита выглядит лучше, чем ржавый и убитый резонатор без нее 🙂
Изготовление защиты резонатора для двухтактника.
1. Элементы крепления к раме.
По какой-то причине люди боятся вариться к раме, хотя если делать это грамотно, никаких проблем не будет. Приваривать уши для крепления защиты резонатора к раме надо на заплатки – и тогда при очень сильном ударе (если конечно после него вообще от мотоцикла что-то останется), будет отрывать заплатку, и раму никуда не поведет и не порвет.


2. Силовой каркас.
Вместо того, чтобы делать защиту из 5-миллиметрового листа чего-либо, с точки зрения экономии веса и жесткости, проще сделать силовой каркас из четырех алюминиевых труб, огибающих резонатор. А на толщине листа сэкономить, поскольку основные удары в резонатор мы получаем снизу, и чаще всего от крупных бревен. При падении мотоцикла на бок удары не настолько сильные, и там нет необходимости делать защиту толщиной 5 мм.

А при падении мотоцикла с горы в ущелье защита резонатора вообще больше никому не понадобится 🙂

3. Обшивка листами алюминия.
Для изготовления защиты резонатора Олег использовал алюминий толщиной 3 мм. Марка Амг3.

В отношении жесткости боковых лепестков защиты я могу сказать только, что жесткость достаточная, поскольку не в состоянии передать сопромат, которым руководствовался изготовитель.

Хотя конечно, небольшие вмятины иногда появляются, но быстро правятся молотком в гараже.

4. Хитрости.
Защита должна легко сниматься, поэтому надо не переборщить с длиной боковых лепестков.
Также защита резонатора не должна выступать далеко вперед, иначе она будет цеплять переднее колесо.

Смысл в том, что при приземлении с прыжков, особенно на плоскач или не на заднее колесо, подвеска сжимается, база мотоцикла укорачивается. Переднее колесо движется назад и вверх, и в этом положении может цеплять защиту резонатора.
Но главный прикол в том, что если замерить ход колеса какой-нибудь длинной палкой в гараже, при изготовлении защиты, все равно может цеплять. Это связано с тем, что на ходу колесо мотоцикла крутится… И увеличивается в профиле, особенно если это какая-нибудь мягкая Петрошинка, как у меня.
Так и получилось в нашем случае. Замеры в гараже показали, что колесо вроде не должно приходить в защиту. Но на кроссовой трассе оказалось, что вполне себе приходит.
Чтобы резина не приходила в негодность, пришлось переваривать верхнюю трубу силового каркаса. Она была гнутой, в угоду дизайнерской задумке 🙂 Стала просто прямой.
Еще раз покажу конечный результат – и закончим на этом.

Все.
Поделиться "Изготовление защиты резонатора для мотоцикла эндуро. Наша версия."
mototraveller.ru
Изготовление банки глушителя для мотоцикла.
Здравствуйте.
После нескольких громких криков “курваааа!!!” с запуливанием мотоцикла в ветви деревьев, глушитель на бедном TM EN 300… помялся 🙂 Пришлось делать новый.

Я бы никогда не осилил такую работу. За исключением мелких манипуляций, вроде прожига флейты и поездок за материалами, новая банка глушителя была полностью изготовлена Олегом, за что ему очередное огромное спасибо!
Глушитель – это один из самых распространенных вариантов тюнинга мотоциклов. Закономерный вопрос: зачем, помимо банальной экономии денег, париться с изготовлением копии стокового глушака, когда можно заказать тюненный, заодно немного раздушив выпуск. Дело в том, что тюнинг выпуска на двухтактных мотоциклах надо начинать, прежде всего, с резонатора. И потом уже к резонатору, которые подбираются под желаемый рабочий диапазон оборотов, подбирать банку глушителя. Или не подбирать, поскольку на двухтактниках она такого влияния не оказывает, как на 4т. Поэтому заказ тюненной банки глушителя без тюнинга резонатора смысла не имеет, а заказывать сток – вдвойне бессмысленно. Есть еще один фактор, чтобы не заказывать FMF, Йошку и подобные изделия: в двухтактной трехсотке и так столько дури, что увеличивать ее дополнительно мне, к примеру, не потребуется еще много лет 🙂
Оригинальный глушитель на TM EN 300 сделан из фольги, отлично мнется, загнувшись после очередного падения, начинает цеплять колесо при приземлении с прыжков, когда подвеска сжимается – и протирается до дырок!
Поэтому, немного пожертвовав экономией на весе, пришлось делать новый глушитель из алюминиевой трубы толщиной 3 мм.

Трубу, правда, нашли диаметром только 100 мм., в то время, как для сохранения оригинальных пропорций, диаметр трубы должен был быть 90 мм.


Параллельно я прожег флейту. Как оказалось, для этого не нужна даже горелка, вполне сойдет и строительный фен на 400 градусов.
Помимо экономии веса мотоцикла, ни один производитель не будет устанавливать на свои мотоциклы глушители со стенкой 3 мм., или хотя бы с кронштейнами крепления к подрамнику в 3 мм., поскольку тогда эта банка никогда в жизни не сломается, да и затраты на материалы увеличатся.
Аккуратный чешуйчатый сварной шов будет повернут вниз, к земле, и не будет бросаться в глаза. Пришла очередь делать заглушку, из алюминиевого листа 3 мм. Затем в нее будет вварена трубка, которая будет изнутри центрировать и закреплять флейту.







Десяток примерок, еще немного аргона – и новый глушак получает крепления. Можно собирать: стальные заклепки, кусок новой набивки взамен прогоревшей в центре старой, флейта от старого глушителя.


В общем, за глушаками – сюда, если надо. А я доволен! 🙂
Все.
Поделиться "Изготовление банки глушителя для мотоцикла."
mototraveller.ru
Кто был одним из основателей серийного производства мотоциклов в СССР

Сегодня хочу рассказать о человеке, который был одним из самых главных основателей мотопромышленности в российском пространстве. Он создал целое созвездие оригинальных конструкций, во многом опередил свое время. Но кто же это? Этим легендарным человеком был — Петр Владимирович Можаров (1888 -1934), талантливый инженер и заядлый мотоциклист.
Всяческой механикой Пётр Можаров заинтересовался в детстве. А когда, еще до войны, учился в Лейпцигском университете, то и на занятия ездил на мотоциклах, регулярно меняя один на другой. В середине 20-х годов судьба занесла его в Ижевск, на объединение «Ижстальзаводы» — инженером по рационализации теплового хозяйства.На чем ездить на работу? Только на мотоцикле! И Можаров приобрёл старенький AJS времен первой мировой войны. С утра хозяин заводил и прогревал мотор, случалось, толкал машину. К тому времени уже сбегались любопытные дети и взрослые.

Пётр Владимирович натягивал краги и трогался в путь, на завод, а пацаны бегом его сопровождали.В 1927 г. Ружейно-пулемётный трест (РУЖ) рекомендовал освоить в Ижевске изготовление велосипедов. А Можаров, узнав об этом, предложил развернуть серийное производство мотоциклов -сказалось, видимо, давнее увлечение. В РУЖ-тресте мотоциклетную идею поддержали. Осенью того же года П. В. Можарова и Г. И. Адамовича командировали в Германию, где они побывали на многих мотоциклетных предприятиях. Домой инженеры привезли несколько мотоциклов, кучу двигателей и коробок передач, магнето и прочих агрегатов, но главное — информацию. Так в 1928 году на Ижстальзаводах родился новый отдел — «Мотоциклетная секция».
Сначала Можаров решил сконструировать тяжёлый мотоцикл со штампованной сварной рамой, 2-цилиндровым V-образным 4-тактным двигателем рабочим объёмом 750 см/куб, параллелограммной передней вилкой, подрессоренным анатомическим седлом (по терминологии тех лет — «кавалерийским») и цепным приводом заднего колеса, помещённым в герметичный кожух. Для экономии времени он использовал привезённый из Германии верхнеклапанный 750-кубовый двигатель Wanderer.Основные чертежи были готовы в начале июля. Можаров передал их подчинённым для деталировки, а сам на 500-кубовом верхнеклапанном мотоцикле Neander отправился во Всесоюзный мотопробег, стартовавший 1 августа по маршруту Москва — Тифлис — Москва.
В пробеге участвовало 15 мотоциклов различных европейских и американских фирм. Neander, на котором Пётр Владимирович отправился в пробег, получил минимум штрафных очков и был признан лучшей машиной пробега. Анализируя поведение различных моделей, Можаров осознал, что построить универсальный мотоцикл невозможно, и решил работать с проектами нескольких моделей — лёгкой (до 300 см/куб), средней (500-750 см/куб) и тяжёлой (более 750 см/куб).

Первенец ижевского мотостроения получил в обозначении «троечку».
Вернувшись в Ижевск, Пётр Владимирович поделился своими соображениями с руководством Ижстальзаводов и коллегами в мотосекции. Его поддержали, и он приступил к работе.Мотопробег показал, что тяжелой машине нужен максимально мощный и тяговитый мотор. Можаров решил спроектировать 2-цилиндровый V-образный 4-тактный двигатель рабочим объёмом 1200 см/куб. Чтобы цилиндры хорошо охлаждались, он расположил их поперёк, а для надёжности трансмиссии применил привод заднего колеса валом. Пассажиру отводилось место в боковом прицепе (коляске).Пётр Владимирович видел, как в пробеге на тяжёлых мотоциклах ломались передние вилки и трясло руль, поэтому предусмотрел двойную амортизацию переднего колеса. Колебания перьев вилки гасили установленные вдоль них две небольшие многолистовые рессоры. На нижних концах перьев располагались короткие рычаги. К ним посредине крепилась ось переднего колеса, а на концах — П-образная скоба, упиравшаяся в еще две рессоры, только горизонтальные.

4-местный «Иж-2» потребовал принудительного охлаждения двигателя
Для компенсации вибраций руля последний крепился к мостику вилки в резиновых муфтах. Для защиты кистей рук водителя рукоятки руля расположили внутри специальных конусов.Литые картеры мотора и КПП имели мощное оребрение. Сварную раму из штампованных заготовок инженер спроектировал так, что пустотелые короба внутри неё придавали дополнительную прочность всей конструкции. Пустоты в задних коробах рамы стали глушителями, куда из цилиндров по патрубкам отводились отработавшие газы. На срезах глушителей крепились декоративные розетки. Все колёса были взаимозаменяемыми.В октябре П. В. Можаров завершил разработку проекта тяжёлого мотоцикла и отослал его в РУЖ-трест. К тому времени изготовление первого Ижевского мотоцикла шло полным ходом, и сразу же развернулись работы по второй машине. В ней Можаров применил упрощённую конструкцию передней вилки. Этот мотоцикл предстояло испытывать с максимальной нагрузкой в четыре человека (для чего боковая коляска была сделана двухместной), в тяжелых дорожных условиях. Чтобы не перегреть при этом двигатель, его требовалось принудительно охлаждать, а чтобы мотоцикл не буксовал, понадобился привод на колесо коляски. Эти решения воплотились во второй тяжёлой машине, максимально унифицированной с первой.К этому времени в мотосекции работали с чертежами трех мотоциклов. Их назвали по наименованию реки Иж в Ижевске.
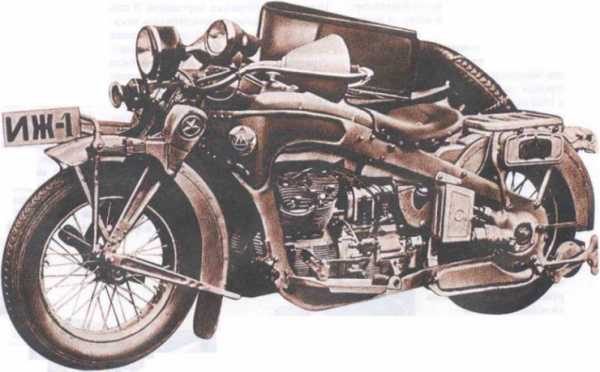
Такую компоновку с продольным V-Twin — на «Иж-1» Можаров применил на 35 лет раньше, чем Moto Guzzi
Наиболее важную для завода 1200-кубовую машину обозначили «Иж-1», модифицированную модель с принудительным охлаждением двигателя и приводом колеса коляски — «Иж-2», а самый первый мотоцикл, с мотором Wanderer — «Иж-3».Изготовление сразу трёх образцов вселяло в сердца сотрудников мотосекции законную гордость. Её не омрачил даже отрицательный отзыв технической комиссии РУЖ-треста о мотоцикле «Иж-1». Дирекция завода заявила, что намерена продолжить изготовление трёх экспериментальных моделей и сумеет доказать свою правоту.Можаров задумал к следующему Всесоюзному мотопробегу сделать еще и лёгкий и два средних мотоцикла. Чтобы осуществить этот замысел и не сорвать изготовление первых опытных «Ижей», он решил, широко используя импортные узлы и агрегаты, направить основные усилия на разработку ходовой части.Лёгкий мотоцикл, обозначенный «Иж-4», Можаров спроектировал в январе 1929 г. А уже в феврале началось его изготовление. Бензобак, состоявший из двух симметричных половин, подвесили на верхней балке рамы. Двигатель рабочим объёмом 200 см/куб, коробку передач и вал привода заднего колеса вместе с главной передачей взяли от немецкого мотоцикла Stock.
 В легком «Иж-4» сочетался 200-кубовый мотор, с передачей на заднее колесо валом.В это время выявилась нехватка импортных комплектующих, необходимых для завершения «Иж-1» — «Иж-4» и постройки ещё двух образцов. Пришлось в 1929 году ехать в Берлинское торгпредство СССР. Петру Владимировичу удалось приобрести всё необходимое, а заодно и ознакомиться с новинками мотоциклостроения Германии. Вернувшись в начале июня, Можаров продолжил руководить изготовлением четырёх машин и энергично взялся за создание мотоцикла «Иж-5». Поскольку сроки поджимали -близилась дата старта очередного мотопробега — основой машины стал мотоцикл Neander, с 500-кубовым верхнеклапанным двигателем конструкции Рихарда Кюхена. Можаров лишь слегка усилил ходовую часть, добавил боковую подставку и плоские подножки, а главное — разработал полностью новую рычажную переднюю вилку. Проектирование задуманного в то же время мотоцикла «Иж-6» шло медленно из-за авральной занятости сотрудников мотосекции.
В легком «Иж-4» сочетался 200-кубовый мотор, с передачей на заднее колесо валом.В это время выявилась нехватка импортных комплектующих, необходимых для завершения «Иж-1» — «Иж-4» и постройки ещё двух образцов. Пришлось в 1929 году ехать в Берлинское торгпредство СССР. Петру Владимировичу удалось приобрести всё необходимое, а заодно и ознакомиться с новинками мотоциклостроения Германии. Вернувшись в начале июня, Можаров продолжил руководить изготовлением четырёх машин и энергично взялся за создание мотоцикла «Иж-5». Поскольку сроки поджимали -близилась дата старта очередного мотопробега — основой машины стал мотоцикл Neander, с 500-кубовым верхнеклапанным двигателем конструкции Рихарда Кюхена. Можаров лишь слегка усилил ходовую часть, добавил боковую подставку и плоские подножки, а главное — разработал полностью новую рычажную переднюю вилку. Проектирование задуманного в то же время мотоцикла «Иж-6» шло медленно из-за авральной занятости сотрудников мотосекции.
Фактически переделанный Neander , под индексом «Иж-5»
Старт первого Всесоюзного пробега советских мотоциклов неоднократно откладывался. Наконец, был назван последний срок: 25 сентября. «Иж-6» не успели подготовить, поэтому в пробег отправилась первая пятерка «Ижей». Из-за дождей, сделавших дороги совершенно непроезжими, ижевская команда до Нижнего Новгорода добиралась пароходом. В столице к ижевчанам присоединились москвич Э. Мауэр и туляк Н. Токарев на своих самодельных конструкциях, семь иностранных мотоциклов и два автомобиля сопровождения. Участники успешно преодолели более 3300 км по маршруту Москва — Ленинград — Псков — Витебск -Смоленск — Брянск — Харьков — Москва. Повсюду водителям оказывали радушный приём, а после финиша в здании Московского пассажа (ныне ГУМ) организовали выставку мотоциклов, вернувшихся из пробега. Там же работала техническая комиссия. Посетители отдали предпочтение «Иж-1» — они признали его самым красивым, иностранцы же были поражены его размерами и интересными техническими решениями. А вот эксперты думали об освоении наиболее технологичной — той, что проще в производстве машины. Им приглянулся «Иж-4».
В октябре мотоциклы вернули в Ижевск, куда вскоре прибыла Государственная комиссия. Она приняла парадоксальное решение: прекратить работы с мотоциклами в Ижевске и передать все разработки в ленинградский Трест массового производства (ТРЕМАСС). П. В. Можарова и некоторых инженеров, в том числе А. М. Луща н С. Н. Семашко, перевели в Ленинград. В ТРЕМАССе не знали, с чего начать, и, чтобы сделать окончательный выбор, Петра Владимировича вновь командировали в Германию.

Экспериментальный образец «Тремасс-300», в серию пошел под названием «Л-300».
Поскольку речь шла о производстве легкого мотоцикла, на этот раз особое внимание Можаров уделил продукции компании DKW. Основой нового отечественного мотоцикла стала популярная модель Luxus-ЗОО. К работе приступили в мае 1930 года, а через месяц изготовили промышленный образец, обозначенный «Тре-мпсс-300». А серийное производство мотоциклов, которые назвали Л-300 (Ленинградские, с двигателем рабочим объемом 300 см/куб). начали в январе 1931 г. на заводе «Красный Октябрь». На этом миссия Можарова в Ленинграде завершилась.
5 октября 1931 г. Высший Совет Народного Хозяйства (ВСНХ) решил освоить в стране производство мотоциклов для Красной Армии: тяжёлого, с двигателем 750 см/куб, и среднего, с мотором 375 см/куб. Эту работу вновь поручили Можарову. В конце того же года он переехал в Москву и стал начальником мотоциклетного КБ Научного автотракторного института (НАТИ). Базовая модель НАТИ-А-750 представляла собой причудливое сочетание V-twina типа Harley-Davidson и ходовой части по образцу BMW. Машина могла эксплуатироваться в одиночном варианте или с коляской.Спроектировали и одноцилиндровый двигатель. Его более чем на 90% унифицировали с базовым мотором, а по посадочным местам — с мотором Л-300. Благодаря этому без особого труда удалось встроить получившийся агрегат в ходовую часть Л-300. Получившейся лёгкой машине присвоили индекс НАТИ-Б-375.

Память об неосуществленном проекте «Иж-6» побудила Можарова сделать еще одну модель. В ходовую часть, аналогичную А-750, он вмонтировал новый одноцилиндровый двигатель (375 см/куб) с коробкой передач и приводом заднего колеса с помощью вала. Эта машина очень походила на появившиеся к тому моменту BMW R4. Её обозначили НАТИ — Иж-6 (по некоторым сведениям, она именовалась также НАТИ-В-375). Пётр Владимирович понимал, что на бездорожье мощности базовых двигателей может оказаться недостаточно, поэтому разработал модификацию цилиндро-поршневой группы, позволявшую создать моторы с рабочими объёмами 850 см/куб и 425 см/куб — более мощные и тяговитые.Изготовление мотоциклов разместили в мастерских мотосекции на Ижстальзаводах.Руководство НАТИ потребовало доставить новые мотоциклы в Москву своим ходом. Отправили четыре НАТИ-А-750, опытный «Иж-7», созданный на базе Л-300 специалистами организованного к тому времени Ижевского мотозавода, а для сравнения с ними — BMW R16 и Harley-Davidson. Эту поездку назвали «Предварительный испытательный пробег».
 Из-за дождей и дорожной грязи изменили обычный маршрут. По шоссе добрались до Сарапула (60 км), оттуда на пароходе до Горького, далее по шоссе до Москвы (410 км). В столице на торжественном митинге выступили председатель ЦС АВТОДОР С. С. Каменев, представители общественности города и мотоциклетных секций Москвы. Новые мотоциклы произвели хорошее впечатление. Вскоре их передали в НАТИ для всесторонних испытаний, после чего ВСНХ принял решение о серийном производстве НАТИ-А-750 — в Подольске, на Подольском механическом заводе (ПМЗ).Возглавить все работы по освоению мотоциклов на ПМЗ поручили тому же Можарову. Ему пришлось вести трудные переговоры с дирекцией завода, которую перспектива выпуска мотоциклов отнюдь не обрадовала. Он лично хлопотал о финансировании работ, писал письма наркому Серго Орджоникидзе. Самое главное — на заводе практически отсутствовало штамповочное оборудование, необходимое для изготовления деталей ходовой части. С большим трудом Пётр Владимирович комплектовал новый участок. Он корректировал конструкторскую документацию с учётом приобретённой техники, одновременно обучая будущих рабочих.
Из-за дождей и дорожной грязи изменили обычный маршрут. По шоссе добрались до Сарапула (60 км), оттуда на пароходе до Горького, далее по шоссе до Москвы (410 км). В столице на торжественном митинге выступили председатель ЦС АВТОДОР С. С. Каменев, представители общественности города и мотоциклетных секций Москвы. Новые мотоциклы произвели хорошее впечатление. Вскоре их передали в НАТИ для всесторонних испытаний, после чего ВСНХ принял решение о серийном производстве НАТИ-А-750 — в Подольске, на Подольском механическом заводе (ПМЗ).Возглавить все работы по освоению мотоциклов на ПМЗ поручили тому же Можарову. Ему пришлось вести трудные переговоры с дирекцией завода, которую перспектива выпуска мотоциклов отнюдь не обрадовала. Он лично хлопотал о финансировании работ, писал письма наркому Серго Орджоникидзе. Самое главное — на заводе практически отсутствовало штамповочное оборудование, необходимое для изготовления деталей ходовой части. С большим трудом Пётр Владимирович комплектовал новый участок. Он корректировал конструкторскую документацию с учётом приобретённой техники, одновременно обучая будущих рабочих.
 В первой декаде февраля 1934 г. завершилось изготовление промышленного образца, которому дали новое название: ПМЗ-А-750. Его сразу же направили в Кремль. Мотоцикл произвел впечатление на первых лиц государства, и конструктора премировали путевкой в санаторий ЦК ВКП(б) в Сочи. К сожалению, там 11 марта при загадочных обстоятельствах Пётр Владимирович скончался.Созданные им мотоциклы — Л-300 и НАТИ-А-750 — выпускались в Ленинграде и Подольске до конца 30-х годов. Фактически Можаров стал организатором серийного производства мотоциклов в СССР. В память об этом выдающемся человеке к 100-летию со дня его рождения в Ижевске отлили памятную медаль, в 1989 г. его именем назвали одну из старых улиц города, а в 2004 году издателство «Наука» Российской аккадемии науквыпустило книгу «Пётр Вламирович Можаров (1888 -1934)».Это был выдающийся инженер, которых мало. Жалко только, что как то он непонятно и быстро ушел из жизни. Кто знает, может он сделал бы еще много для развития мотоциклостроения.
В первой декаде февраля 1934 г. завершилось изготовление промышленного образца, которому дали новое название: ПМЗ-А-750. Его сразу же направили в Кремль. Мотоцикл произвел впечатление на первых лиц государства, и конструктора премировали путевкой в санаторий ЦК ВКП(б) в Сочи. К сожалению, там 11 марта при загадочных обстоятельствах Пётр Владимирович скончался.Созданные им мотоциклы — Л-300 и НАТИ-А-750 — выпускались в Ленинграде и Подольске до конца 30-х годов. Фактически Можаров стал организатором серийного производства мотоциклов в СССР. В память об этом выдающемся человеке к 100-летию со дня его рождения в Ижевске отлили памятную медаль, в 1989 г. его именем назвали одну из старых улиц города, а в 2004 году издателство «Наука» Российской аккадемии науквыпустило книгу «Пётр Вламирович Можаров (1888 -1934)».Это был выдающийся инженер, которых мало. Жалко только, что как то он непонятно и быстро ушел из жизни. Кто знает, может он сделал бы еще много для развития мотоциклостроения.
mmoto.tk
Изготовление мототехники на заказ в Екатеринбурге
Изготовление мототехники в Екатеринбурге
Одними из лучших в мире, считаются мотоциклы компании «Харлей-Дэвидсон». Эта компания получила мировую известность не просто потому, что выпускала и выпускает мотоциклы одной из первых в мире, а также из-за того, что с нее началась история кастомайзинга. По большей части для изготовления индивидуальных мотоциклов используются доноры этой компании, но на сегодняшний день появились достойные конкуренты, из которых получаются кастомы не хуже.
На сегодняшний день, по мимо чепперов и бобберов, все больше приобретают популярность каферейсеры, неоклассика, скремблеры и других направлений кастомы. Растет число изготовленных мотоциклов, которые можно отнести к нескольким классам или вообще не имеющие таковых. Также сейчас, в качестве доноров, используют не только мотоциклы марки Харлей, но и все, которые только присутствуют на рынке. Даже технику, далекую от мотоциклетной, превращают в мото кастомы.
Многие считают, что кастом являет собой только технику, которая годится для выставок, а не для повседневной езды. Это не так. По большей части многие кастомайзеры давно отошли от такого принципа строительства. Сейчас уникальное изготовление переросло в создание индивидуальной, уникальной машины, но с расчетом на полноценную эксплуатацию. Технически исполнить такой вариант иногда сложнее, но зато заказчик получает то, что не будет стоять в гараже, а выделит его в общем городском потоке. Кастомы для выставок никуда не ушли. Они так же изготавливаются и дальше. Единственное чем они отличаются теперь от дорожных версий – в большинстве своем переросли в категорию «исключительного ручного труда и уникальности». Это все накладывает финансовые обременения на заказчика. Самое главное отличие кастома «для ежедневного пользования» и «для выставок» в том, что в первом случае используют для постройки детали массового производства (от 50% до 95%), а во втором, детали делаются вручную, в единственном экземпляре (процент заводских деталей от 25% до 0%). Каждый для себя выбирает свое.
-

Изготовление мотоциклов
Постройка кастомных мотоциклов направлений чоппер, боббер, каферейсер, скремблер, бэггер и любых других на ваш вкус.
-

Изготовление ATV/UTV
Изготовление квадроциклов спортивных, утилитарных, детских, дорожных, а так же UTV для охоты/рыбалки, соревнований и утилитарных.
-

Изготовление снегоходов
Изготовление снегоходов направлений турист, утилитарный, спортивный, горный, детский, а так же специального назначения.
-

Изготовление кастомных топливных баков
Изготовление кастомных топливных баков различной конфигурации с ноля, а так же переделка имеющихся баков под различные нужды и стили.
-

Изготовление мотосидений
Изготовление сидения - от макета до полноценного продукта.
borodach-tech.ru















