Motocikly_Ural_Dnepr_Ekspluataciq_i_remont. Диаметр поршневого пальца мотоцикла урал
Motocikly_Ural_Dnepr_Ekspluataciq_i_remont - Стр 4
заменить поршень. Соответствие толщины кольца глубине канавки поршня можно проверить при помощи линейки (рис. 2.21).
Перед установкой новых колец их необходимо подогнать по высоте в соответствии с размером канавки поршня при помощи напильника или наждачной шкурки (рис. 2.22).
Рис. 2.21. Проверка соответствия толщи- | Рис. 2.22. Подгонка кольца по |
ны кольца глубине канавки поршня: 1 - пор- | высоте |
шень; 2 - кольцо; 3 - линейка |
|
Поршневые пальцы
Поршневые пальцы всех двигателей мотоциклов" Днепр" и "Урал"
взаимозаменяемы.
Поршневые пальцы изготовливаются из легированной стали. Внешний диаметр пальца составляет 21,00 мм, толщина стенки - около3,5 мм.
Для того, чтобы избежать стука из-забольшой динамической нагрузки, пальцы устанавливают в бобышках поршня с натягом 0,0045
-0,0095 мм, атакжевовтулкеверхнейголовкишатунасзазором0,0045
-0,0095 мм. Дляобеспечениянеобходимойпосадкиотверстиявбобыш ках поршня и верхней головки шатуна разбиты на четыре группы (че рез0,0025 мм) имаркированы краской на внутренней поверхности со ответствующим цветом.
Уподобранных поршней двигателя цвет маркировки отверстия под поршневой палец, отверстия верхней головки шатуна и поршневого пальца должен быть одинаковым, то есть они должны иметь одну размерную группу.
Шатуны
Шатуны двигателя МТ10-32и его крышка отштампованы из стали 40Х. Стержень шатуна имеет двутавровое сечение. В верхнюю головку шатуна запрессована бронзовая втулка. Для обеспечения правильной посадки поршневого пальца отверстие втулки обработано с большой точностью. Для подачи смазки в зону трения пальца в головке шатуна сделаны два отверстия.
Нижняя головка шатуна - несимметричная, разъемная, с тонкостенными взаимозаменяемыми вкладышами. Номинальная толщина
Силовой агрегат | 33 |
вкладыщей 1,750 мм. Вкладыши ремонтных размеров уменьшены по диаметру на 0,05; 0,25; 0,50 и 0,75 мм. При этом толщина вкладышей соответственносоставляет1,775; 1,875; 2,00 и2,125 мм.
Крышки шатунов - не взаимозаменяемые. Они крепятся двумя бол-
тами с резьбой М8х1. Болтылз легированной стали и подвергнуты термической обработке. Правильное центрирование нижней крышки относительно шатуна обеспечивается болтами шлифованного пояска. Корончатые гайки шатунных болтов затягиваются с усилием 31,4 - 35,2 Нм (3,2 - 3,6 кГм). Шплинты, которые законтривают эти гайки, должны входить в отверстие болтов плотно, без зазоров. Использова-
ние старых шплинтов не допускается.
Высокая точность отверстия под вкладыши обеспечивается за счет совместной обработки нижней головки шатуна в сборе с крышкой. Недопустимо использование крышек других шатунов. В случае замены вкладышей нельзя спиливать стыки вкладышей, ставить прокладки между вкладышем и его постелью в шатуне. Вкладыши должны хорошо прилегать к поверхности постели и иметь натяг. Для замены изношенныхилидефектных частейпоставляются вкладышинормального и 5-тиремонтных размеров. Ремонтные вкладыши поставляются
комплектно по 4 штуки (табл. 2.5).
Таблица2.5
Номера комплектов вкладышей нормального и ремонтного размеров
Размер | Величинаремонтного | Диаметршатунной |
| уменьшения, мм | шейки, мм |
Нормальный | -0,05 | 47,975-48,000 |
1-йремонтный | -0,25 | 47,435-47,750 |
2-йремонтный | -0,50 | 47,475-47,500 |
3-йремонтный | -0,75 | 47,225-47,250 |
Примечание: Возможно использование шатунных вкладышей от двигателя автомобиля"Москвич-408"(каталожные номера: 407-1004058-А2,407-1004058-А2Р1,I004058-A2P2,I004058-A2P4и1004058-А2Р5).Они соответственно имеют нормальный размер и уменьшение диаметра на 0,05; 0,25; 0,50 и 0,75 мм. В комплект входит 8 вкладышей.
Диаметральный зазор между шатунной шейкой коленчатого вала и вкладышами должен быть в пределах 0,025 - 0,085 мм. Для пра-
вильной установки шатунов на коленчатом валу стержни шатунов снабжены выступами, которые должны быть направлены наружу относитель-
но щеки коленчатого вала (для правого шатуна выступ направлен в сторону маховика, для левого - в сторону центрифуги). Верхняя головка шатуна подбирается к поршневому пальцу, как по диаметру втулки, так и по весу. Для этого шатуны в собранном виде сортируются по весу на группы (через 5 г) и маркируются краской на нижней
3 — 2061
34 Глава II
крышке. На коленчатый вал должны устанавливаться шатуны с одинаковой маркировкой.
Шатуны двигателей К-750МиМ67-36неразъемные. Ониотштам пованы вместе с нижней головкой. В нижней головке шатуна нахо дится однорядный роликоподшипник с дюралюминиевым сепаратором. Внешним кольцом подшипника является внутренняя поверхность ниж ней головки, которая имеет высокую твердость. Для обеспечения необ ходимой точности сборки шатунного подшипника, головки сортиру ются на размерные группы, обозначения которых наносятся краской на нижней части стержня (табл. 2.6). В верхнюю головку шатуна зап
рессована бронзовая втулка. |
|
|
| ». |
| Таблица 2.6 | |||
|
|
|
|
|
|
|
|
| |
|
|
| Номер группы ролика и его диаметр для нижней | ||||||
головки шатуна двигателей М67-36иК-750М* |
|
| |||||||
|
|
|
|
|
|
|
|
|
|
Цвет маркиров- |
|
|
|
|
|
|
|
| |
кии диаметр го- |
| Цвет маркировки и диаметр пальца, мм | |||||||
ловки шатуна, мм |
|
|
|
|
|
|
|
| |
|
|
| Красный | Белый 40,006 - | Зеленый 40,002 |
| Красный | ||
|
|
| 40,010-40,006 | 40,002 (35,996 - | - 39,998 (35,992 | 39,998 - 39,994 | |||
|
|
| (36,000 - 35,996) | 35,992) |
| - 35,988) | (35,988 - 35,984) | ||
Желтый |
| №5 5,004 - | №6 5,006 - | №7 5,008- |
| №8 5,010- | |||
50,018-50,015 |
|
| 5,006 | 5,008 |
| 5,010 | 5,012 | ||
Голубой |
| №4 5,002 - | №5 5,004 - | №6 5,006 - |
| №7 5,008- | |||
50,015-50,012 |
|
| 5,004 | 5,006 |
| 5,008 | 5,010 | ||
Красный |
| №3(4) 5,000 - | №4(3) 5,002 - | №5(2) 5,004 - | №6(1) 5,006 - | ||||
50,012-50,009 |
|
| 5,002 (6,996 - | 5,004 (6,998 - | 5,006 (7,000 - | 5,008 (7,002 - | |||
|
|
| 6,998) | 7,000) |
| 7,002) | 7,004) | ||
Белый 50,0009 - |
| №3(4) 5,000 - | №4(3) 5,002 - | №5(2) 5,004 - | №6(1) 5,006 - | ||||
50,006 |
|
| 5,002 (6,996 - | 5,004 (6,998 - | 5,006 (7,000 - | 5,008 (7,002 - | |||
|
|
| 6,998) | 7,000) |
| 7,002) | 7,004) | ||
Зеленый 50,006 |
| №2(5) 4,998 - | №3(4) 5,000 - | №4(3) 5,002 - | №5(2) 5,004 - | ||||
- 50,003 |
|
| 5,000 (6,994- | 5,002 (6,996 - | 5,004 (6,998 - | 5,006 (7,000 - | |||
|
|
| 6,996) | 6,998) |
| 7,000) | 7,002) | ||
Черный 50,003 - |
| №1(6)4 4,996 - | №2(5)4 4,998 - | №3(4)4 5,000 - | №4(3)4 5,002 - | ||||
50,000 |
|
| 4,998 (6,992 - | 5,000 (6,994 - | 5,002 (6,996 - | 5,004 (6,998 - | |||
|
|
| 6,994) | 6,996) |
| 6,998) | 7,000) | ||
|
| Маркировка группи диаметрыотверстий |
| Таблица 2.7 | |||||
|
|
|
| ||||||
|
|
| верхней головки шатуна |
|
| ||||
|
|
|
|
| |||||
Цвет |
|
| Диаметр отверстия верхней головки шатуна, мм | ||||||
маркировки |
| "Урал"М62,М63,М66,М67-36 |
| "Днепр"К-650,МТ9,MTIO-36,"Днепр-12" | |||||
Красный |
| 21,005-21,002 |
|
| 21,0020-20,9995 | ||||
Белый |
| 21,002-20,999 |
|
| 21,0070-21,0045 | ||||
Зеленый |
| 20,999 - 20,996 |
|
| 20,9995 - 20,9970 | ||||
Черный |
| 20,996 - 20,993 |
|
| 21,0045-21,0020 | ||||
Силовой агрегат | 35 |
~~ |
| Таблица 2.8 |
Маркировка групп и диаметры отверстий нижней головки шатуна | ||
Цвет маркировки | Диаметр отверстия нижней головки шатуна, мм | |
| "Урал" М66, М67-36 | "Урал" М62, М63, Днепр12" |
Желтый | 50,018-50,015 | - |
Голубой | 50,015-50,012 | - |
Красный | 50,012-50,009 | 50,012-50,009 |
Белый | 50,009 - 50,006 | 50,009 - 50,006 |
Зеленый | 50,006 - 50,003 | 50,006 - 50,003 |
Черный | 50,003 - 50,000 | 50,003 - 50,000 |
| Ремонт шатунов | |
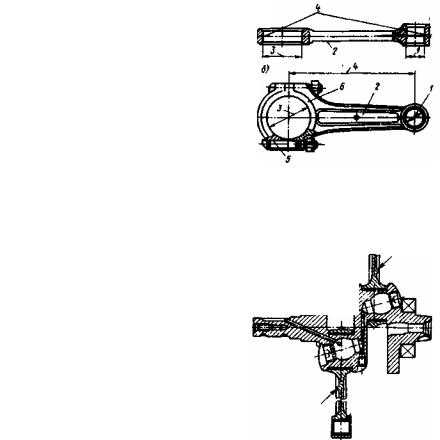
Возможны следующие дефекты шатунов мотоциклов "Урал" и "Днепр" (рис. 2.23):
1 - износ поверхности отверстия под втулку до диаметра более 23,53 | |
мм, поверхностьотверстияобработатьдоремонтногоразмера23,60*°<ш | |
ммподремонтнуювтулку; | а) |
2 - непрямолинейность стержня шату на более 0,3 мм на длине 70 мм -шатун
выправить;
3 - износ поверхности отверстия под ролики до диаметра более 50,03 - повер
хностьотверстияобработатьдоближай шего ремонтного размера: 50,2+00'2; 50,4+(М)|2;50,6+"'012;50,8+0'"12;51,0+ПП|2 под нормальные ролики с ремонтным паль цем кривошипа;
4 - непараллельность осей верхней и нижней головок шатуна более 0,16 мм на длине 100 мм-шатунвыправить;
5 - износ отверстия под болт до диа метра более 8,26 мм - отверстие обрабо
татьспомощьюразверткидоремонтно
Рис. 2.23. Шатуны двигателей:
а - мотоциклов "Урал" и "Днепр12"; б - мотоциклов "Днепр" К-650,
МТ9иМТ10-36
Рис. 2.24. Схема
установки шатунов
6 - износторцевойповерхностиниж- наколенчатыйвал ней головки шатуна по ширине до размераменее28,25
мм- поверхностьнаплавитьишлифоватьдонормальной ширины28,205 - 28,350 мм.
Если износ втулки верхней головки шатуна превышает допустимое значе-
ние - изношенную втулку выпрессовать
изаменитьновой.
Шатуны на коленчатый вал следует устанавливать выступами на стержнях шатунов, направленными у первого шатуна вперед, а у второго к маховику (рис. 2.24).
го размера 8,33; 8,43; 8,53; 8,63; 8,73 мм под ремонтный болт;
КОЛЕНЧАТЫЙВАЛ
Коленчатый вал двигателя МТ10-32 отлит из высокопрочного чугуна. Вал опирается на два подшипника (рис. 2.4). Колена вала расположены в одной плоскости под углом 180°. Номинальный диаметр коренных шеек составляет 45±0,008 мм, шатунных 48±0,025 мм. Шатунные шейки полые. Их полости закрыты нарезными пробками и закернены. Щеки коленчатого вала, прилегающие к коренным шейкам, имеют систему уравновешивания.
На переднем конце коленчатого вала на сегментных шпонках установлена ведущая шестерня 4 распределительного вала и центрифуга. Задний конец вала конический. На нем установлен маховик 22, закрепленный центральным болтом 29. После затягивания болт фиксируется шайбой 27.
Чтобы двигатель работал без вибраций, коленчатый вал и маховик отбалансированы.
Коленчатые валы двигателей К-750М
иМ67-36собраны из отдельных деталей
по специальной технологии, неразборные. Разбирать и собирать такие валы возможно только при помощи специальных приспособлений. Коленчатый вал (рис. 2.25) состоит из двух цапф (передней 6 и задней 4) с коренными шейками
ипротивовесами, средней щеки 2 и кривошипных пальцев 3. Все детали соединены между собой при помощи прессовой посадки. К внешним сторонам передней и задней цапфы винтами прикреплены маслоуловители. В пальцах имеются глухие отверстия и радиальные каналы для подачи масла к роликовому подшипнику 5 нижней головки шатуна 1. На шейке передней цапфы установлена ведущая шестерня газораспределителя, а
на конической части задней цапфы на | Рис. 2.25. Коленчатый вал дви- |
шпонке посажен маховик. | гателя К-750 в сборе:1 - шагун, |
Для обеспечения точности сборки и2 - средняя щека, 3 - кривошипныйравномерности нагрузки ролики разбитыпалец, 4 - задняя цапфа; 5 - роли- на группы в зависимости от размераковый подшипник нижней голов-
ки шатуна; 6 - передняя цапфа
Передняя и задняя цапфа коленчатого вала и средняя щека двигателя К-750Мизготовлены из стали 45, а двигателяМ67-36- из легированной стали.
внешнего диаметра (табл. 2.6).
Силовой агрегат | 37 |
Внутренним кольцом роликового шатунного подшипника служит поверхность пальца коленчатого вала. Перед сборкой коленчатого вала шатунные подшипники комплектуют.
Шатуны, кривошипные пальцы и ролики изготавливают с высокой точностью а затем сортируются и маркируются. Пальцы маркируются по внутреннему диаметру, ролики - по внешнему, а затем комплектуются (табл. 2.6).
Ускомплектованных шатунныхподшипниковзазорвсобранномподшипникедолженбытьвпределах0,010 - 0,024 мм- длядвигателяК-750М
и0,010 - 0,012 мм- длядвигателяМ67-36.
Маховик
Маховик коленчатого вала нужен для того, чтобы облегчить пуск двигателя, плавно тронуть мотоцикл с места, обеспечить стойкую работу двигателя на холостом ходу при малой частоте оборотов и под нагрузкой за счет энергии накопленной во время рабочего хода и отдачи ее при вспомогательных тактах. Вес маховика подбирают конкретно для каждого двигателя. Уменьшать вес маховика не рекомендуется. Во всех моделях двигателей "Днепр" и "Урал" маховики отштампованы из стали 40. Ступица маховика, сопряженная с сальником, шлифованная. В двигателе МТ10-32диаметр ступицы 60±0,12 мм, в двигателеМ67-36- 50+0175+eoo7S мм. Сальникиэтихдвигателейневзаимозаменяемы.
Во внутреннюю торцевую поверхность маховика запрессовано шесть направляющих пальцев сцепления и проточено шесть гнезд для пружин. Перед установкой на коленчатый вал маховик с запрессованными пальцами балансируется.
Головки цилиндров
Головки цилиндров изготавливаются из алюминиевого сплава. На наружной поверхности головки имеются ребра, увеличивающие поверхность охлаждения. Камера сгорания головки имеет полусферическуюформу.
На головке со стороны, противоположной камере сгорания, расположенычетырекронштейна, вотверстияхкоторыхкрепятсякоромысла.
В верхней части головки предусмотрено резьбовое отверстие для свечи зажигания.
Головки цилиндров двигателя МТ10-32отлиты из алюминиевого сплава вместе с втулкой для свечи зажигания. Камера сгорания головкиимеетполусферическую форму.
Размещение клапанов V-образное,угол наклона впускного и выпускного клапанов одинаковый к оси цилиндра и составляет 38°. Это дает возможность увеличить размеры впускных и выпускных отверстий, перекрываемых клапанами клапанов и упростить форму каналов. Седла и направляющие втулок клапанов вставные, изготовленные из бронзы. Для обеспечения точности совпадения положения фасок седел с отверстиями направляющих втулок клапанов рабочие фаски седел обрабатываются всборе сголовкой цилиндра после выпресовки.
Вверхней части головки находятся четыре стояка, отлитые совместно с головкой, в отверстиях которых крепятся оси коромысел. Головка устанавливается на центрирующем буртике гильзы цилиндра.
Взадней части головки располагается фланец с резьбовыми отверстиями для крепления карбюратора, спереди - наконечник с резьбой для крепления выпускной трубы.
Снизу в резьбовое отверстие вкручена дренажная трубка 12 (рис. 2.3) для стока лишнего масла из клапанной полости в картер.
Верхняя часть головки закрывается крышкой 1 (рис. 2.2), закрепленной одной шпилькой. Для уплотнения стыка предназначена резиновая прокладка 2.
Головки цилиндра двигателя М67-36отличаются от головок МТ1032, в основном, конфигурацией и размерами их элементов. У них меньший размер камеры сгорания. В отверстии для свечи зажигания бронзо-
вой втулки нет.
В головку запрессованы металлокерамические втулки клапанов. Седла клапанов отлиты из специального чугуна. Оси коромысел размещены в стальных кронштейнах, которые при помощи шпилек прикреплены к головкам. К цилиндру головка крепится четырьмя шпильками.
Головки цилиндра двигателя К-750Мотлиты из алюминиевого сплава. Снаружи у них ребристая поверхность. В середине головки расположена фасонная камера сгорания. Для центрирования головки на цилиндре предназначен цилиндрический выступ. Вверху головки находится залитая в тело бронзовая втулка с резьбовым отверстием для свечи зажигания. К цилиндру головка крепится восьмью болтами.
Если головка имеет трещины, обломы (кроме трещин и обломов ребер), срыв резьбы в отверстии под свечу зажигания, то она подлежит замене. При ремонте головка может иметь следующие дефекты: 1 - трещины, обломы ребер общей площадью до 15 % оребрения - места обломов зачистить; 2 - коробление
плоскости | разъема головки с | |
цилиндром более 0,075 мм - плос- | ||
кость обработать до устранения |
| |
коробления, | но до размера А не | Рис. 2.26. Головка цилиндров двига- |
более5,2 мм. |
| теля мотоциклов "Днепр-12"иК-750М |
• МОЖНО ЛИ НА ДВИГАТЕЛЬ МОТОЦИКЛА "УРАЛ" М61 УСТАНОВИТЬ ГОЛОВКИ
ЦИЛИНДРОВ БОЛЕЕПОЗДНИХ МОДЕЛЕЙ"УРАЛОВ"?
Головки цилиндров "Уралов" всех годов выпуска от М61 до ИМЗ- 8.103 взаимозаменяемы по посадочным местам. Имеет место лишь небольшие отличия в диаметре клапанов, способе крепления карбюраторов и высоте посадочных мест под кронштейны осей коромысел, что
Силовой агрегат | 39 |
принципиально не влияет на работу двигателя, поэтому могут понадобиться переходники для крепления карбюраторов и шайбы, которые следует надеть на шпильки крепления головки цилиндров между самойголовкой икронштейнами осей коромысел.
Мощность двигателя возрастет незначительно, и то лишь на оборотах выше средних, что практически незаметно в эксплуатации. Незначительно увеличится максимальное числб оборотов двигателя.
МЕХАНИЗМ ГАЗОРАСПРЕДЕЛЕНИЯ
Механизм газораспределения служит для впуска в цилиндр рабочей смеси и выпуска отработавших газов в атмосферу в соответствии с процессами, протекающими в цилиндре. В четырехтактных двигателях мотоциклов "Урал" и "Днепр" применяется механизм, в котором впуск смеси и выпуск отработанных газов производится путем открытия и закрытия впускного и выпускного клапанов. В состав механизма газораспределения входят распределительный вал, привод клапанов и собственно ^клапаны с клапанными пружинами. Двигатели тяжелых мотоциклов бывают с верхним или нижним расположением кла-
панов. У верхнеклапанных двигателей (все двигатели, кромеК-750,"Днепр-12")клапаны располагаются в головке, у нижнеклапанных двигателей (мотоциклК-750,"Днепр-12")клапаны размещены в приливе
цилиндра.
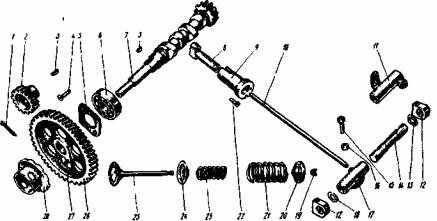
Рис. 2.27. Детали механизма газораспределения двигателя мотоциклов "Урал":
1 - шплинт; 2 - зубчатое колесо генератора; 3 - шпонка; 4, 22 - винты; 5 - фланец распределительного вала; 6 - подшипник; 7 - распределительный вал с зубчатым колесом смазочного насоса; 8 - толкатель, 9 - направляющие; 10 - штанга; 11 - коромысло; 12 - кронштейн оси коромысла; 13 - пружинная шайба; 14 - ось коромысла; 15 - регулировочный болт; 16 - контргайка, 17 - левое коромысло; 18 - упорная шайба; 19 - сухарь; 20, 24 - верхняя инижняя тарелки клапаннойпружины; 21 - наружная пружина клапана; 23 - внутренняя пружина клапана; 25 - клапан; 26 - зубчатое колесо распределительноговала; 27 - поводоксапуна; 28 - сапун
В соответствии с разным расположением клапанов различна и ко>н- струкция привода к ним от распределительного вала. У верхнеклапанных двигателей этот привод осуществляется через толкатели, штанги и коромысла, а у нижнеклапанных только через толкатели.
Распределительный вал приводится во вращение от коленчатого вала двигателя с помощью шестерен, передаточное отношение которых 1:2, т.е. распределительный вал вращается в два раза медленнее, чем коленчатый вал. Этим обеспечивается открытие каждого клапана за полный цикл работы двигателя (два оборота коленчатого вала)
Распределительный вал
Распределительные валы мотоциклов "Днепр" и "Урал" стальные кованные. У них по две опорных шейки и по четыре распределительных кулачка. Первый и второй (считая от шестерни распределения) предназначены для открытия выпускных клапанов, а третий и четвертый - для открытия впускных клапанов. У впускных и выпускных кулачков одинаковый профиль.
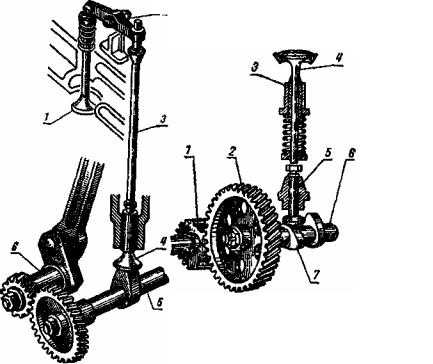
2Рис. 2.28. Механизм газораспределения с верхним расположением клапанов: I - клапан; 2 - ко-
ромысло; 3 - штанга; 4 - толкатель; 5 - распределительныйвал; 6 - коленчатый вал
Рис. 2.29. Механизм газораспределения с нижним расположением клапанов: 1 -шестерня коленчатоговала; 2 - шестерняраспределительного вала; 3 - направляющая клапана; 4 - толкатель; 5 - распределительный вал; 6 - коленчатый вал;7 - кулачок
Силовой агрегат | 41 |
Распределительный вал двигателя МТ10-32 вращается на двухшариковых подшипниках (передний вал - на подшипнике 205, задний на подшипнике 204). Задний шариковый подшипник двигателей
М67-36иК-750М- подшипник скольжения(бронзовая или металлоке-
рамическая втулка). На заднем конце распределительного вала установлена шестерня привода маслонасоса. В передней части вала установлена ведомая шестерня распределительного вала. Шестерни косозубые.
На переднем конце вала двигателей МТ10-32иМ67-37крепится автомат опережения зажигания прерывателя, а у двигателяК-750М- кулачок с двумя вершинами для размыкания контактов прерывателяраспределителя ПМ05.
Правильность установки фаз газораспределения обеспечивается совмещением меток шестерен распределительного вала при сборке двигателя. При разборке двигателя следует проверить боковой зазор зубчатых колес. Его величина у нового двигателя должна быть в пределах 0,01 - 0,12 мм. Максимально допустимый зазор не должен превышать 0,30 мм.
Ремонт распределительного вала производится при наличии следуюналичии следую щихдефектов:
1, 5, 6, 7 - износ поверхностей вала 1 - под зубчатое колесо до диаметра менее 22,035 мм; 5 -
под сальник до диаметра менее 15,8 мм; 6 - под втулку до диаметра менее 21,93 мм; 7 - под подшипник до диаметра менее 24,98 мм. Поверхности наплавить и шлифовать до нормального размера. 2 - риски, задиры на поверхности Д кулачка газораспределения. Поверхность кулачка отшлифовать до устранения дефекта, но не менее 36,46 мм. 3 - износ боковых поверхностей паза под ротор по ширине более 3,75 мм. Паз заварить и фрезеровать до нормального размера. 4 - износ боковых поверхностей шпоночного паза по ширине более 2,09 мм. Шпонку подогнать по месту.
• КАК В ГАРАЖНЫХ УСЛОВИЯХ ВОССТАНОВИТЬ КУЛАЧКИ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА?
В гаражных условиях кулачки распределительных валов восстанавливают следующим способом: изготавливают на токарном станке деревянный круг диаметром 180 - 200 мм и толщиной 21 - 20 мм, затем от наждачного полотна отрывают полоску шириной по толщине круга, а по длине такую, чтобы иметь возможность 2 - 3 раза его обмотать. Втомместе, гдеполосказакончитсяеезакрепляют2 - 3 медными
studfiles.net
Диаметр поршневого пальца мотоцикла урал, инструкции ремонта

Просмотров видео: 1018706
Категория: Китайские автомобили
Описание:Добрый день читатель, ремонт авто своими руками — это собрание всевозможных инструкций (статьи, видео, фотоотчёты, вопросы/ответы) которые наглядно показывают как сделать ремонт своими руками. Для удобства использования сайта etlib.ru все материалы разделены по маркам и моделям авто, а также на категории и типы материалов. При покупке машины автолюбители все чаще интересуются про ремонт автомобиля своими руками. И так все по порядку, длина кузова вашего автомобиля — 3767, ширина — 1095, высота — 1455 мм. Колесная база составляет 2427 мм. Дорожный просвет 150 мм. Автомобиль оснащается гибридным силовым агрегатом. четырех—цилиндровый двигатель оборудован системой обеспечивающей выходную мощность мотора. На каждый двигатель приходится по шестнадцать клапанов. Диаметр одного цилиндра составляет 58 мм, ход поршня – 25 мм. Коленвал двигателя разгоняется до 6000 оборотов в минуту. Максимальный крутящий момент удерживается вплоть до 8000 оборотов в минуту.
Оригинальное название видео:
Дата выхода: 03. 01. 2015 года
Продолжительность: 14:12
Качество: HD DVDRemux
Выложил админ: по просьбе Филарета
Мнение автовладельца по имени Денис: Отличная управляемость, в очень резких поворотах на приличной скорости начинает немного ловить, но система курсовой стабилизации на высоте. Комфорт выше всяких похвал. Машиной доволен, были конечно небольшие косяки, но не очень накладные) тьфу, тьфу…
Смех в теме: На зачете по философии студент доказал преподавателю, что никаких лекций не было, да и науки такой не существует.
Видео инструкция: диаметр поршневого пальца мотоцикла урал
Необходимые инструменты для работы: 1. кувалда; 2. Рожковый ключ 16; 3. Торцевой ключ 14; 4. нождачка; 5. мыло; 6. редуктор;nz-avto.ru
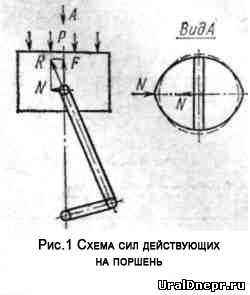
| Поршень отлит из алюминиевого сплава. Алюминиевый сплав имеет малую плотность и хорошую теплопроводность, вследствие чего поршень получается легким и не создает больших сил инерции, а также хорошо охлаждается. Вместе с чугунным цилиндром повышенной твердости алюминиевый поршень образует хорошую антифрикционную пару, в результате чего уменьшается износ деталей ЦПГ. Однако у алюминиевого сплава есть один существенный недостаток: коэффициент линейного расширения алюминиевого сплава в два раза большей чем коэффициента линейного расширения чугуна. К тому же температура поршня примерно вдвое выше температуры цилиндра, поэтому при перегреве двигателя поршень расширяется настолько, что его заклинивает в цилиндре. Происходит так называемый «прихват». Во избежание «прихвата» следует исключить возможность перегрева двигателя. Поршень мотоцикла Урал имеет днище, боковую поверхность — юбку и бобышки под поршневой палец. На поршне выполнены четыре канавки под поршневые кольца. В процессе работы верхняя часть поршня нагревается сильнее и расширяется больше, нежели нижняя часть. Поэтому для того, чтобы в рабочем состоянии поршень, имел цилиндрическую форму, его выполняют конусным, т. е. диаметр головки поршня, где расположены поршневые кольца, и верхней части юбки меньше нижней части юбки. При подборе поршня к цилиндру определяющим является наибольший диаметр юбки поршня. При - работе кривошипно-шатунного механизма мотоцикла Урал на поршень действует сила бокового давления, которая прижимает поршень к стенке цилиндра и деформирует его. Поршень в рабочем состоянии должен иметь большую поверхность прилегания к цилиндру, поэтому его делают элипсным в сечении. Большая ось эллипса при этом перпендикулярна оси поршневого пальца (рис. 1).
Под действием силы N поршень деформируется, (показано штриховой линией) и принимает цилиндрическую форму. Разность большой и малой осей эллипса составляет 0,18 мм. Поскольку сила N всегда направлена перпендикулярно поршневому пальцу, то боковая поверхность поршня около поршневого пальца в работе не участвует. Для предотвращения заклинивания поршня вследствие его деформации от силы N часть металла вокруг поршневого пальца снимается, выполняются так называемые «холодильники». Поршни, как и цилиндры, разбивают на группы в зависимости от диаметра юбки Dю, замеренного по большой оси эллипса на расстоянии 13 мм от нижнего торца (рис. 2.).
Индекс группы поршня мотоцикла Урал выбивают на днище поршня. Кроме того, поршни различают по диаметру отверстия под поршневой палец и делят на четыре группы согласно табл. 2.1. Отверстия в поршне, как и поршневой палец, маркируют краской. Таблица 2.1Маркировка поршня и поршневого пальца
Поршневой палец установлен в поршне с натягом 0,045—0,095 мм, однако при нагревании поршень расширяется больше, чем палец и последний свободно вращается и в поршне, и в шатуне. Такая посадка поршневого пальца мотоцикла Урал называется плавающей. За счет плавающей посадки палец изнашивается меньше и более равномерно по всей окружности.  |

rusmotors.ucoz.com