Правильная расточка цилиндров мотоциклов. Расточка цилиндра мотоцикла
Расточка цилиндра на дому — МОПЕДИСТ.ру
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой - это износ цилиндра. Тут поступают всячески - либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит... Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего... Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за "косяки" и дефекты, полученные при попытке повтора содержимого этой статьи - автор ответственности не несет.
- Если вам менее 16 лет - работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях - процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты - тем лучше. У меня 550 об/мин.

Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет - то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий - он же "фреза"(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. "Подмоткой" наждачной бумаги на этот вал даст нам определенный "захват" стачивания металла. То есть чем длиннее полотно, тем больше у нас "съедает" цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление "фрезы"
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги "10" , "6" , "5" и "0"(на тканной основе - на бумажной не подойдут). Сразу несколько оговорок - шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти "черновую" и вывести "на чистую воду" , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень...
Начнем - замерим штангенциркулем гильзу:

Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:

Отпилим получившееся:

Наметим примерно, где у нас имеется "больше мяса", и установим там нехитрую разметку и просверлим:

Тут же берем стамеску что побольше - и скалываем лишнее "мясо". Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:


Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель - затягивайте до скрипа в зубах - раскручиваться будет на ура. Посильнее затянешь - не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав "на газ" у дрели. Делайте чаще технологические перерывы. В перерывах - затягивайте все гайки. Если открутится - результаты могут оказаться плачевными...
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:

Потом форма напомнит нам цилиндрообразный предмет:

Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.

Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.

Типа того:

Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:

И нужно изготовить для него "защелку", то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь - ступил не туда куда нужно.
Я изготовил её деревянной:

И выглядело так:

Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать - в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели - она склонна убежать от вас!

Теперь посмотрим, как у нас будет рабочая зона:

И "зона релакса":

Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).



Пихаем разными сторонами, чтобы понять - где и что мешает. Если цилиндр работал в рисковых режимах - значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра - отличное, но вот выработка:

То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем...


Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял - что точит надо совсем немного. Если поршень совсем не лезет - тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий "газ" на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина - это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с "10" зерна.


Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты - тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения "вперед" только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:


Затем обязательно нужно цилиндр промыть в бензине. А после - смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье - можно и у машины блок расточить. Только кому это нужно будет - я не знаю.
www.mopedist.ru
Правильная расточка цилиндров мотоциклов | Жизнь в стиле RGV

Все знают, что требуется в первую очередь расточка цилиндров мотоциклов и потом только хонингование в ремонтный расширенный размер. При этом следует исправлять геометрию каждого цилиндра и пробелы.Перед тем как окунутся целиком в ремонтные технологии, следует ответить на основной вопрос: для чего в принципе необходимо хонинговать и растачивать цилиндры? Иначе говоря…
Что исправляют в цилиндре?
Все геометрические свойства блока цилиндров делятся на «микро» и «макро». Очевидно, что макрогеометрия– это форма, размеры, общее расположение ремонтируемых и прочих поверхностей. Легче вернуть прежние размеры, а, в частности, зазор между цилиндром и поршнем.
Как правило, для этого диаметр цилиндра делают больше, например, растачивают согласно величинам ремонтного поршня. У многих моторов средний параметр зазора около 0,04—0,05 миллиметров – это именно тот размер, на который диаметр цилиндра больше поршня.
К сожалению, не так хорошо обстоит дело с формой возобновленной поверхности. Необходимо сделать так, чтобы конусность и эллипсность цилиндра не превышали 0,01 миллиметра. Не выйдет в противном случае в цилиндре отличного примыкания поршневых колец и прочного рабочего зазора.
Часто неопытные работники при ремонте ограничиваются только этим, упуская из виду общее расположение поверхностей. Главным образом эта перпендикулярность осей коленчатого вала и цилиндра, поскольку именно такое значение определяет ресурс мотора и немного вспомогательных характеристик, например, шумность работы.
А вот «микрогеометрией» является микропрофиль зеркала цилиндров. От поверхности, которая получилась после выполненного ремонта, зависит износ и трение запчастей, а особенно поршневых колец.Вот почему данный профиль поверхности обязан соответствовать разным требованиям – быть ровным, но в то же время и шершавым для удержания масла. Помимо этого, нужно, чтобы трущиеся элементы обладали небольшим временем приработки.
Таким требованиям отлично подходит поверхность, у которой риски основной шероховатости имеют глубину не более 0,005—0,010 миллиметров. Образуется эта поверхность во время плосковершинного хонингования.
Когда нужно ремонтировать цилиндры?
Цилиндры подвержены ремонту, когда сильно изношены. Разумеется, размер износа бывает различным, следовательно, не всегда блоку цилиндров, даже если движок долго ходил, необходим ремонт.Как правило, параметры износа цилиндров можно выяснить по двум факторам:• эллипсность зеркала, которая появляется в области контакта стенки цилиндра с нижней частью поршня;• износ в месте остановки верхнего кольца поршня.
В первом параметре предельная величина достигает 0,03 миллиметра, а второго — 0,05. Когда цилиндр находится в плохом состоянии, то по причине износа в верхней части нарушается работа поршневых колес. Таким образом, возникает их вибрация и, возможны, удары о ступени, в итоге быстрее происходит изнашиваниеколец и канавок на самом поршне.
Плотность примыкания колец к цилиндру изменяет эллипсность. Из-за чего начинает расширяться зазор между цилиндром и поршнем. Два указанных фактора приведут к уменьшению компрессии, попаданию газов в картер и повышению расхода масла. Причем это случится, даже если в мотор поставить новые кольца и поршни.Конечно, после сделанного ремонта упомянутые значения вернутся, но слишком накороткий срок приблизительно 10—20 тыс. километров.
Выходит, что изношенные цилиндры обладают непозволительными искривлениями в геометрии. Поэтому следует ее восстановить до первоначального состояния, другими словами, требуется отремонтировать блок.
Как правильно ремонтировать блоки?
Существует много параметров, которые контролируются при ремонте блока цилиндра, а их величина может изменяться на разных этапах механической обработки.
Понятно, что для получения высококачественного ремонта необходимо правильно выстроить всю последовательность процедур этой обработки и обязательно наблюдать за геометрией блока цилиндров. Это самый простой подход, с которым нелегко добиться положительного результата.
Следовательно, желательно рассматривать ремонтируемый блок исключительно как заготовку, которой придется пройти длинный путь, чтобы стать деталью.
Разумеется, что не сразу превращается заготовка в деталь. Для этого нужно создать соответствующие условия: правильная методика, инструмент и хорошее оборудование.
Ремонт этих блоков цилиндров во многом зависит от оборудования. Несомненно, многие СТО себе не могут позволить станки, которые применяются для ремонта, поскольку они имеют слишком высокие цены.На станке можно прямо без расточки, хонинговать цилиндры в необходимый размер. К тому же обычная расточка больше не потребуется, установка исправляет самостоятельно геометрию цилиндра.
Только в конце следует поменять бруски на хонинговальной головке на особые абразивные щетки для достижения плосковершинной поверхности. В целом получаем отличный микропрофиль, а еще конусность и эллипсность не больше 0,01 миллиметра.
Но все же появляются проблемы, однако, становится заметно это намного позднее, когда отремонтированный движок пройдет – 40—50 тыс. километров. Например, может возникнуть шум в моторе или подтекать масло. Ведь все дело во взаимном расположении поверхностей на отремонтированном блоке.
При этом возникает вопрос, что же происходит при хонинговании, если не делается расточка цилиндров мотоциклов. Сначала бруски, упираясь на менее изношенные зоны цилиндра, понемногу разглаживают поверхность, удаляя все конусы и неровности.
Цилиндр уже приобретает геометрически правильную плоскость, кроме, отметины в верхней части ступеньки. При последующем хонинговании пропадет и она, а впоследствии съема еще десятых долей миллиметра, выйдет желанная ремонтная величина цилиндра.
Заключение.
Грамотная методика ремонта такого блока цилиндров долгая при любой ситуации, потому что требуется предварительное растачивание. Сократить время можно только на хонинговании, конечно, если применять хорошее оборудование. Ведь только так будет выполнен высококачественный ремонт.
Заметка: если вам нужна офисная мебель дешево в Москве, то посмотреть каталог мебели вы можете на сайте www.felix.ru. Осуществляется доставка и сборка.
Видео: Как разобрать голову цилиндра на мотоцикле YAMAHA YBR 125
rgv.ru
Как расточить цилиндр, блок цилиндров в домашних условиях
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
autolirika.ru
Ремонт цилиндра двигателя мотоцикла.
Цилиндр ремонтировать или менять?
После определённого пробега (у всех по разному) неизбежно приходит время, когда ваш мотоцикл или автомобиль, ранее такой резвый и приёмистый, становится ленивым при разгоне и не вытягивает на прямой передаче в горку, на которую раньше взлетал пулей. Замена поршневых колец вроде бы помогает, но только на короткое время. Далее, ещё немного поездив, вы обнаруживаете, что дым из выпускных труб становится ещё гуще, одновременно растёт расход топлива, а вместе с ним падает мощность. И становится определённо ясно: цилиндр (или цилиндры) нужно ремонтировать. Но перед ремонтом необходимо тщательно промерить цилиндр, получить данные о его реальных размерах и конфигурации и исходя из этого определить вид ремонта. Кстати о замерах можно почитать и в этой статье, так сказать для общего развития.
Впрочем, иногда до замеров дело не доходит, достаточно осмотреть зеркало цилиндра. Если на нём имеются глубокие задиры и вертикальные царапины, а такое можно наблюдать при поломке поршневых или стопорных колец, выпадения стопорных штифтов (на двухтактниках), то цилиндр нужно заменить новым, или расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или задиров, а так же от диаметра имеющегося в наличии поршня. Если нет возможности найти качественный заводской новый поршень(или поршни), то следует воспользоваться полимерным покрытием для поршней, подробно описанным в этой статье.
Расточка цилиндра. Расточка, это операция проводимая на специальных расточных станках, но её можно сделать и на обыкновенном токарном станке, если у вас например не блок из трёх или четырёх цилиндров (как например на спортбайках), а отдельные цилиндры (например Урал, Днепр, Харлей и т.п.). Она не очень сложна и не требует сверхвысокой квалификации. Главное в этой операции сохранить перпендикулярность оси цилиндра и его основания.
А для осуществления этого необходимо изготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления вашего цилиндра, затем выверить по плоскости резцом и расточить до размера горловины цилиндра. Далее не меняя положения планшайбы в патроне станка, на ней следует закрепить цилиндр, (так как он крепится на картере двигателя), и только после этого растачивать.
Попытки упростить операцию, например провести расточку в трёх или четырёхкулачковых патронах без планшайбы, как правило обречены на провал, так как после такой расточки зеркало цилиндра в тех местах, где его сжимали кулачки, уходит от нужной геометрической формы и становится овальным (или треугольным). А когда патрон станка разжимается, то если цилиндр и не был смят, и в силу своей упругости возвращается в исходное состояние, то в точках зажима обычно после проточки бразуются впадины.
Хонингование. После расточки, чтобы довести поверхность цилиндра до определённого состояния, нужна ещё одна операция, называемая хонингование. То есть создать с помощью хона очень мелкую риску (шероховатость поверхности), которая позволит на стенках цилиндра лучше удерживаться моторному маслу.
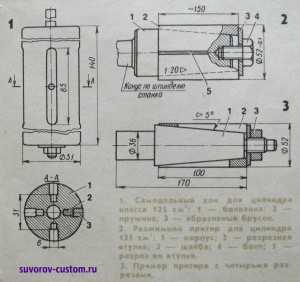 На рисунке 1 показан самодельный хон для цилиндров кроссовых мотоциклов объёмом 125 кубиков, но для аппаратов более солидных кубатур, можно изготовить точно такой же хон, но естественно увеличив соответствующий диаметр и длину под свой цилиндр. Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
На рисунке 1 показан самодельный хон для цилиндров кроссовых мотоциклов объёмом 125 кубиков, но для аппаратов более солидных кубатур, можно изготовить точно такой же хон, но естественно увеличив соответствующий диаметр и длину под свой цилиндр. Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
В пазы вставляем прямоугольные подпружиненные брусочки. Раньше, да и сейчас многие используют алмазные абразивные брусочки (наподобие тех, на которых точат ножи). Но за рубежом от них давно отказались, и используют специальные безабразивные бруски, которые позволяют намного увеличить ресурс отремонтированной поршневой группы. И вам советую их поискать и использовать, а кто хочет подробнее узнать о них и о правильном хонинговании, то очень советую почитать вот эту статью.
Сквозь отверстие бруска пропускаем длинную шпильку или болт, за который устройство крепится в патроне обыкновенного сверлильного станка. Затем закрепив хон в патроне, устанавливаем цилиндр на станину (плиту) сверлильного станка, но не закрепляем его. Если цилиндр закрепить жёстко, то любое, даже незначительное биение шпинделя станка приведёт к нарушению геометрической формы зеркала. Что бы этого не произошло, цилиндр нужно только придерживать руками при работе.
Задав хону частоту вращения 200 — 220 оборотов в минуту и обеспечивая от 30 до 60 возвратно-поступательных ходов за минуту, постепенно снимаем оставленный после расточки незначительный припуск и одновременно улучшаем поверхность. Для ускорения работы можно вначале использовать бруски с зернистостью 150 — 170, а под конец работы перейти на брусочки зернистостью 250 — 400. Во время работы нужно обильно и непрерывно смачивать бруски и зеркало цилиндра керосином(для отвода продуктов износа), а так же периодически контролировать размер.
Но вернёмся к началу ремонта. Предположим, что наш цилиндр не имеет дефектов, видимых невооружённым глазом. Диаметр цилиндра удобнее всего измерять индикаторным нутромером и подробнее о нём можно прочитать здесь. Измерения проводим обязательно в трёх поясах, за 10,15 мм от верхнего и нижнего торцов цилиндра и ровно посередине. И в каждом из этих поясов делаем по два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав из в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Это значит, что цилиндр стал овальным, бочкообразным и конусным и вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Значит и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и появляется элипсность (овал) у изношенного цилиндра: диаметр в плоскости пальца у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки на стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие нагрузки цилиндр воспринимает примерно в средней части, а если учесть, что цилиндр например двухтактного двигателя в средней зоне ещё и весь «продырявлен» впускными, выпускными и продувочными окнами, и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной(целой) площади (поверхности), становится ясно, что именно в этой зоне происходит самое значительное истирание металла и появляется бочкообразность.
Основные причины конусности цилиндра — это воздействие (трение) поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и изнутри увеличивают давление поршневых колец. По мере движения поршня вниз, давление газов падает и эта добавка (давление газов) к обычной упругости кольца снижается, давление колец на стенки цилиндра ослабевает. Из за этого цилиндр в верхней части изнашивается больше, чем в нижней.
Вернёмся опять к нашим измерениям и решим, что же делать с цилиндром? Если по результатам измерений видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125 — 200 см³ составляет 0,15 — 0,20 мм, для класса 350 см³ составляет 0,20 — 0,25 мм, и для класса 500 -650 см³ составляет 0,20 — 0,30 мм, то можно уверенно сказать, что цилиндру необходим ремонт.
Что касается конусности цилиндра, то её можно определить более простым способом — при помощи поршневого кольца. Вставьте его в цилиндр и замерьте с помощью набора щупов зазор в замке кольца, вставляя его попеременно в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на число 3,14 и вы получите общепринятое выражение конусности. Если полученная вами величина превышает 0,06 — 0,08 мм (меньшая величина для мопедов), то цилиндр так же нуждается в ремонте.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, потому что абразивные брусочки в хоне сидят подвижно (подпружинены) и копируют неравномерно изношенные стенки цилиндра. Для устранения этих видов износа существует другой способ ремонта, который называется притирание.
Притирание часто применяют вместо хонингования как окончательную операцию после расточки. Но можно вообще заменить расточку притиркой, правда это растягивает процесс ремонта, но даёт хорошие результаты. Для этой операции рабочий инструмент — разжимной притир показан на рисунке 2 . Его корпус 1 обычно изготавливают из стали, а втулку 2 из мелкозернистого чугуна с твёрдостью НВ 140. Сначала нужно выточить заготовку втулки и её длинна примерно от 100 до 150 мм (зависит от объёма цилиндра), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. Далее заготовку либо разрезают вдоль оси одним сквозным проходом ножовки или фрезы (см. рисунок 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (см. рисунок 3).
После этого нужно изготовить корпус (конус), на наружном торце которого сверлим отверстие и нарезаем резьбу под болт М12 — М 14, как показано на рисунке 2, или оставляем хвостовик и на нём нарезаем резьбу, как это показано на рисунке 3. Далее втулку надеваем на конус, закрепляем болтом и окончательно протачиваем под размер вашего цилиндра минус 0,1 мм. Притир для вашего цилиндра готов и теперь, как только ваш цилиндр износится, притир всегда будет готов к работе. Притирку можно вести на сверлильном станке.
На наружную поверхность втулки наносим притирочную пасту — это абразивный порошок в смеси с маслом(сейчас продаются готовые пасты для притирки клапанов). Затем надеваем цилиндр на притир, зажатый в патроне сверлильного станка. Как и в случае с хонингованием, цилиндр нельзя закреплять жёстко, нужно только придерживать руками. Обороты шпинделя устанавливаем всего 50 — 80 в минуту, а вертикальные перемещения притира делаем 30 — 60 в минуту. Время от времени цилиндр советую переворачивать, это обеспечит более равномерную обработку. Притирочную пасту, как я уже говорил, можно купить готовую, и она годится в конце работы, так как сильно мелкая (имею введу для клапанов), а на начальном этапе, чтобы увеличить скорость обработки нужно использовать абразивную пыль покрупнее — зернистостью 150 — 170. Её можно сделать самому, истирая абразивные брусочки один об другой. Заканчиваем обработку мелкими полировочными пастами.
Когда в процессе работы вы почувствуете, что притир начинает свободно вращаться в цилиндре, то болт или гайку на притире нужно подтянуть настолько, чтобы вращение стало немного тугим, думаю принцип понятен. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя продукты обработки и накопившуюся грязь, а так же периодически проверять диаметр цилиндра измерительным инструментом или новым поршнем, под который притирается цилиндр.
По окончании работы цилиндр тщательно промываем вначале бензином или соляром, затем керосином или тёплой мыльной водой. После промывки водой, цилиндр нужно сразу высушить феном и смазать зеркало маслом. После сборки мотора с новой поршневой, естественно её нужно обкатать (как обкатать машину читаем тут).
Ну а если кто то захочет поменять гильзу в своём цилиндре, то как это сделать советую почитать вот тут.
Вот вроде бы и всё. Как видно из выше описанного, сделать ремонт цилиндра двигателя самостоятельно, не пользуясь услугами сервиса, не так уж и сложно, удачных всем поездок.
suvorov-castom.ru
Расточка цилиндров мотоцикла и последующее хонингование
Дата публикации Ноя 13, 2013, Рубрики Мотоциклы |Расточка цилиндра мотоцикла, это вполне оправданная операция, в случае возникновения износа поршневой группы двигателя, потере компрессии, или, при возникновении необходимости увеличить мощность и рабочий объем силового агрегата. Расточка производится с применением токарного станка. Сама работа не представляет высокой сложности, поэтому квалификации токаря со стажем Вам не понадобится. Основной задачей, в данной работе, будет выдерживание перпендикулярности основания и самой оси цилиндра.
Перед тем, как заняться операцией под названием расточка цилиндра мотоцикла, Вам необходимо будет изготовить планшайбу, в которой высверливаются отверстия под болты цилиндра, вымерить ее по всей плоскости, и расточить, чтобы ее размер стал идентичным с диаметром горловины. Оставляя планшайбу на своем месте в патроне, на ней крепится цилиндр, соединенный с картером двигателя, и затем производится расточка. Не стоит задаваться целью, упростить работу, и провести расточку без применения планшайбы, а с использованием кулачковых патронов. В этом случае может быть нарушена геометрия зеркала, и оно может приобрести овальную форму.
По завершению проведения расточки цилиндра, следует еще одна необходимая “процедура”, под названием хонингование. Она позволяет придать расточенным поверхностям цилиндра идеальное зеркальное состояние. Для хонингования используется специальная болванка, изготовленная из дерева. По ее центру расположено отверстие, а по краям, вертикально, проточены пазы, в которые вставляются абразивы подпружиненные бруски. При хонинговании крепление цилиндра не должно быть жестким, иначе внутреннее биение хона, при вращении, может повредить зеркальную поверхность внутри цилиндра.
В процессе проведения расточки и последующего хонингования, обрабатываемые поверхности необходимо держать под постоянным контролем и периодически смачивать их керосином. Для проведения замеров используется специальный прибор, нутромер. Замеры необходимо проводить в верхней и нижней части цилиндра, отступив от края, приблизительно, 15 мм. После расточки и хонингования, некоторые прибегают к “процедуре” под названием притирание, но она не всегда полезна и обязательна, к тому же, подходит не для всех типов цилиндров. Иногда, вместо расточки, проводят притирку, но процесс это длительный и трудоемкий.
Related posts:
- Двигатель мотоцикла Урал
- Прикуриватель для мотоцикла
- Самодельный мотоблок из мотоцикла
- Головка блока цилиндров ВАЗ 2109
Еще по теме
- Нет связанных постов
awtosowet.ru
Правильная расточка цилиндров мотоциклов — Авто своими руками.
Все знают, что требуется прежде всего расточка цилиндров мотоциклов и позже лишь хонингование в ремонтный расширенный размер. Наряду с этим направляться исправлять геометрию каждого цилиндра и пробелы.Перед тем как окунутся полностью в ремонтные разработки, направляться ответить на главный вопрос: для чего в принципе нужно хонинговать и растачивать цилиндры? В противном случае говоря…
Что исправляют в цилиндре?
Все геометрические особенности блока цилиндров делятся на «микро» и «макро». Разумеется, что макрогеометрия– это форма, размеры, неспециализированное размещение ремонтируемых и других поверхностей.
Легче вернуть прошлые размеры, а, например, зазор между поршнем и цилиндром.
В большинстве случаев, для этого диаметр цилиндра делают больше, к примеру, растачивают в соответствии с размерам ремонтного поршня. У большинства моторов средний параметр зазора около 0,04—0,05 миллиметров – это как раз тот размер, на что диаметр цилиндра больше поршня.
К сожалению, не так прекрасно обстоит дело с формой возобновленной поверхности. Нужно сделать так, дабы эллипсность и конусность цилиндра не превышали 0,01 миллиметра.
Не выйдет в другом случае в цилиндре хорошего примыкания поршневых прочного рабочего и колец зазора.
Довольно часто неопытные работники при ремонте ограничиваются лишь этим, упуская из виду неспециализированное размещение поверхностей. В основном эта перпендикулярность осей коленчатого вала и цилиндра, потому, что как раз такое значение определяет ресурс мотора и мало запасных черт, к примеру, шумность работы.
А вот «микрогеометрией» есть микропрофиль зеркала цилиндров. От поверхности, которая оказалась по окончании выполненного ремонта, зависит трение и износ запчастей, а особенно поршневых колец.
Вот из-за чего этот профиль поверхности обязан соответствовать различным требованиям – быть ровным, но одновременно с этим и шершавым для удержания масла. Кроме этого, необходимо, дабы трущиеся элементы владели маленьким временем приработки.
Таким требованиям превосходно подходит поверхность, у которой риски главной шероховатости имеют глубину не более 0,005—0,010 миллиметров. Образуется эта поверхность на протяжении плосковершинного хонингования.
В то время, когда необходимо ремонтировать цилиндры?
Цилиндры подвержены ремонту, в то время, когда очень сильно изношены. Очевидно, размер износа не редкость разным, следовательно, не всегда блоку цилиндров, даже в том случае, если движок продолжительно ходил, нужен ремонт.В большинстве случаев, параметры износа цилиндров возможно узнать по двум факторам:• эллипсность зеркала, которая появляется в области контакта стены цилиндра с нижней частью поршня;• износ в месте остановки верхнего кольца поршня.
В первом параметре предельная величина достигает 0,03 миллиметра, а второго — 0,05.
В то время, когда цилиндр будет в нехорошем состоянии, то по обстоятельству износа в верхней части нарушается работа поршневых колес. Так, появляется их вибрация и, вероятны, удары о ступени, в итоге стремительнее происходит изнашиваниеколец и канавок на самом поршне.
Плотность примыкания колец к цилиндру изменяет эллипсность. Почему начинает расширяться зазор между поршнем и цилиндром. Два указанных фактора приведут к уменьшению компрессии, попаданию газов в картер и увеличению расхода масла.
Причем это произойдёт, даже в том случае, если в мотор поставить поршни и новые кольца.Само собой разумеется, по окончании сделанного ремонта упомянутые значения возвратятся, но через чур накороткий срок примерно 10—20 тыс. километров.
Выходит, что изношенные цилиндры владеют непозволительными искривлениями в геометрии. Исходя из этого направляться ее вернуть до начального состояния, иначе говоря требуется отремонтировать блок.
Как верно ремонтировать блоки?
Существует большое количество параметров, каковые контролируются при ремонте блока цилиндра, а их величина может изменяться на различных стадиях механической обработки.
Ясно, что для получения высококачественного ремонта нужно верно выстроить всю последовательность процедур данной обработки и в обязательном порядке следить за геометрией блока цилиндров.
Это самый несложный подход, с которым непросто добиться хорошего результата.
Следовательно, нужно разглядывать ремонтируемый блок только как заготовку, которой нужно будет пройти долгий путь, дабы стать подробностью.
Очевидно, что не сходу преобразовывается заготовка в подробность. Для этого необходимо создать соответствующие условия: верная методика, хорошее оборудование и инструмент.
Ремонт этих блоков цилиндров сильно зависит от оборудования. без сомнений, многие СТО себе не смогут разрешить станки, каковые используются для ремонта, потому, что они имеют через чур большие стоимости.На станке возможно прямо без расточки, хонинговать цилиндры в нужный размер. К тому же простая расточка больше не потребуется, установка исправляет самостоятельно геометрию цилиндра.
Лишь в конце направляться поменять бруски на хонинговальной головке на особенные абразивные щетки с целью достижения плосковершинной поверхности.
В целом приобретаем хороший микропрофиль, и вдобавок эллипсность и конусность не больше 0,01 миллиметра.
Но все же появляются неприятности, но, делается заметно это намного позднее, в то время, когда отремонтированный движок пройдет – 40—50 тыс. километров. К примеру, может появиться шум в моторе либо подтекать масло. Так как все дело во обоюдном размещении поверхностей на отремонтированном блоке.
Наряду с этим появляется вопрос, что же происходит при хонинговании, если не делается расточка цилиндров мотоциклов. Сперва бруски, упираясь на менее изношенные территории цилиндра, понемногу разглаживают поверхность, удаляя все неровности и конусы.
Цилиндр уже получает геометрически верную плоскость, не считая, отметины в верхней части ступени.
При последующем хонинговании пропадет и она, а потом съема еще десятых долей миллиметра, выйдет желанная ремонтная величина цилиндра.
Заключение.
Грамотная методика ремонта для того чтобы блока цилиндров продолжительная при любой ситуации, по причине того, что требуется предварительное растачивание.
Сократить время возможно лишь на хонинговании, само собой разумеется, в случае если использовать хорошее оборудование. Так как лишь так будет выполнен отличный ремонт.
Заметка: в случае если вам нужна офисная мебель дешево в Москве, то взглянуть каталог мебели вы имеете возможность на сайте www.felix.ru.
Осуществляется сборка и доставка.
Видео: Как разобрать голову цилиндра на мотоцикле YAMAHA YBR 125
Итог расточки моих цилиндров под размер 79.0(поршни Альмот)…27.05.2016
Вам будет весьма интересно, Подобрано как раз для Вас:
-
Как верно выбрать скоростной мотоцикл
Современный рынок мотоциклов имеет очень впечатляющий ассортимент. Любая модель по-своему увлекательна и неповторима и отыскать вторую такую весьма сложно. В обязательном порядке перед выбором направляться решить,…
-
Как верно выбрать подержанный мотоцикл?
Непременно, вид мотоцикла, сравнительно не так давно сошедшего с конвейера, не имеет возможности не завораживать. Но во многих случаях приходится обращать собственный взгляд и на подержанные байки. Причем любой из нас просматривает…
-
Верная езда на мотоцикле
Как обязан себя вести потенциальный мотоциклист на дороге? Значительно чаще мы видим лишь заядлых гонщиков и адреналинщиков, каковые не подмечают ничего и никого около. Что касается новичков, то…
-
Как верно ездить на мотоцикле ночью?
Не следует ставить символ равенства между дневной и ночной ездой, они разительно отличаются друг от друга. Перед тем как садиться за руль в ночную смену, стоит спросить теорией и…
-
3д тюнинг мотоциклов собственными руками: на что обратить внимание
Каждому хочется, дабы его мотоцикл чем-то да отличался от промышленной модели. Так уж устроен человек, что тянется к уникальному, неповторимому. Фактически говоря, и само слово «тюнинг» в…
Занимательные записи
dream-service.ru















