ВОССТАНОВЛЕНИЕ ДВИГАТЕЛЯ ДНЕПРА. Диаметр цилиндра мотоцикла урал
|
duke-biker.narod.ru
ВОССТАНОВЛЕНИЕ ДВИГАТЕЛЯ ДНЕПРА | OPPOZIT.RU | мотоциклы Урал, Днепр, BMW
Ремонт двигателя при нормальной эксплуатации мотоцикла, как правило, становится необходим после нескольких десятков тысяч километров пробега, когда заметно падает мощность из-за снижения компрессии в цилиндрах, увеличивается расход масла и сильнее дымят глушители, появляются стуки и шумы. Судить о состоянии двигателя при достаточном опыте можно по шумности его работы или по внешним признакам. Если какие-либо нарушения появились вдруг, желательно установить причину неисправности до разборки двигателя, чтобы не трогать лишние узлы. ибо при этом нарушаются соединения приработавшихся пар и уплотнения. (За рулем, №2, 1984 год)
При разборке двигателя, как и других механизмов (частичной или полной), рекомендуется помечать детали, чтобы после проверки годные и мало изношенные установить на свои места.
В мотоциклетном двигателе к числу быстро изнашивающихся деталей относятся поршневые кольца. Их делают из специального чугуна.
Маслосъемные кольца двигателей всех мотоциклов «Днепр» и «Урал» взаимозаменяемы, высота кольца 5—0,015 мм. Компрессионные кольца невзаимозаменяемы: кольцо 7201217-01 (К750М) имеет высоту 3 , а 6101217 (МТ) — 2,5 мм. Обозначения и размеры поршневых колец приведены в табл.1.
| Цветовая маркировка и диаметр головки шатуна, мм | Цветовая маркировка и диаметр пальца, мм | |||
| красный 36.000-35.996 (36.020-6.016) | белый 35,996-35,992 (36,016-36,012) | зеленый 35,992-35,998 (36,012-36,008) | черный 35,998-35,984 (36,008-36,004) | |
| номер группы и диаметр ролика, мм | ||||
| красный 50,012 - 50,009 | ||||
| белый 50,009 - 50,006 | ||||
| зеленый 50,006 - 50,003 | ||||
| черный 50,003 - 50,000 | ||||
| В скобках - размеры для ирбитских двигателей | ||||
Признаки выхода из строя колец — дымление из глушителей, повышенный расход масла (более 300 см3 на 100 километров), снижение компрессии, нарушение работы системы вентиляции (возможен повышенный выброс масла через трубку сапуна). В этом случае надо снять головки цилиндров, после чего проверить состояние деталей поршневой группы.
При износе колец зазор в их замках увеличивается. Предельно допустимым считается 3-миллиметровый. Чтобы измерить его, кольца снимают с поршня, пометив их расположение. Затем кольцо вставляют в цилиндр, выравнивают поршнем его положение и измеряют щупом зазор в замке.Изношенные заменяют в первый раз кольцами нормального размера, а потом, когда износится цилиндр и его расточат, ставят кольца и поршень ремонтного размера. Новое кольцо перед установкой вставляют в цилиндр и проверяют зазор в замке, который должен находиться в пределах от 0.20 до 0,6 мм.
Перед установкой цилиндра на место смазывают его зеркало и юбку поршня моторным маслом, разводят кольца так, чтобы их стыки были расположены под углом 120° один к другому. При надевании цилиндра на поршень кольца сжимают хомутом, который легко можно изготовить из жести.
Признаком износа поршня является глухой металлический стук в области цилиндра, особенно заметный после пуска холодного двигателя.
Правый и левый поршни в обоих двигателях одинаковы, отлиты из жаропрочного алюминиевого сплава КС-245. Юбка по поперечному сечению имеет овальную. а по продольному — коническую форму. В двигателе МТ ось отверстия под поршневой палец смещена от плоскости симметрии на 1.5 мм.
Для правильной установки поршня в цилиндр на его днище набита стрелка, которая при монтаже должна быть обращена вперед, то есть в сторону центрифуги. В этом случае при виде на двигатель МТ сзади палец в поршне правого цилиндра смещен вниз, а в поршне левого — вверх.Отверстия для поршневого пальца по диаметру разделяют на четыре группы (через 0,0025 мм) и маркируют краской на бобышке (табл. 2).
| Таблица 1 | ||||
| Кольца | Размер | Номер кольца по каталогу | Наружный диаметр, мм | |
| К-650, МТ9, МТ10, МТ10-36, "Урал" | ||||
| Компрессионное | нормальный 1-й ремонтный 2-й ремонтный | 6101217 6101217-Р1 6101217-Р2 | 7201217-01 7201217-01-Р1 7201217-01-Р2 | 78 +0,021 увеличенный на 0,2 увеличенный на 0,5 |
| Маслосъемное | нормальный 1-й ремонтный 2-й ремонтный | 7201218-01 7201218-01-Р1 7201218-01-Р2 | 78 +0,021 увеличенный на 0,2 увеличенный на 0,5 | |
| Таблица 2 | |||
| Цветовая маркировка | Диаметр пальца, мм | Диаметр отверстий в поршне, мм | Диаметр отверстия в шатуне, мм |
| Белая | 21,0000 - 20,9975 | 20,9930 - 20,9905 | 21,0070 - 21,0045 |
| Черная | 20,9975 - 20,9950 | 20,9905 - 20,9880 | 21,0045 - 21,0020 |
| Красная | 20,9950 - 20,9925 | 20,9880 - 20,9855 | 21,0020 - 20,9995 |
| Зеленая | 20,9925 - 20,9900 | 20,9825 - 20,9830 | 20,9995 - 20,9970 |
| Таблица 3 | |||
| Размер цилиндра и поршня | Диаметр цилиндра, мм | Номер поршня по каталогу для МТ (в скобках - для К750М) | Диаметр поршня для МТ (в скобках - для К750М), мм |
| Нормальный | 78,000 - 78,04 | 77,98 - 77,94 (77.96 - 77.92) | |
| 1-й ремонтный | 78,20 - 78,24 | МТ801237-Р1 (72H01237-Р1) | 78.18 - 78.14 (78.15 - 78.11) |
| 2-й ремонтный | 78,50 - 78,54 | МТ801237-Р2 (72H01237-Р2) | 78.48 - 78.44 (78.45 - 78.41) |
| Таблица 4 | |||
| Размер | Величина ремонтного уменьшения, мм | Диаметр шатунной шейки, мм | Номер комплекта вкладышей по каталогу |
| Нормальный | 47,975 - 48,000 | 407-1004058-А2 407-1004058-А2Р1 | |
| 1-й ремонтный | - 0,25 | 47,735 - 47,750 | 407-1004058-А2Р2 |
| 2-й ремонтный | -0,50 | 47,475 - 47,500 | 407-1004058-А2Р4 |
| 3-й ремонтный | -0,75 | 47,225 - 47,250 | 407-1004058-А2Р5 |
| 4-й ремонтный | -1,00 | 46,975 - 47,000 | 407-1004058-А2Р6 |
По наружному диаметру (измеренному под маслосъемным кольцом) поршни сортируют через 0.01 мм на четыре группы. Размер группы поршня набивают на наружной стороне днища цифрами: «77.95». «77.96». «77.97», «77.98» для двигателя МТ и «77.93». «77.94», «77.95». «77.96» для К750М. Кроме того, поршни разделяют на группы по массе, которая совпадает с цветовым индексом отверстия под поршневой палец.
Ориентировочно можно считать, что срок службы поршня равен времени износа в нем двух комплектов колец. У поршня изнашиваются канавки для колец (особенно верхнего), стенки отверстий под палец и юбка.
Поршень нужно заменять, если зазор между зеркалом цилиндра и наибольшим диаметром юбки (в плоскости, перпендикулярной оси пальца, ниже канавки для маслосъемного кольца) превышает 0.25 мм. Зазор можно измерить щупом при нижнем расположении поршня в цилиндре.
Если поршень в норме, а износились только канавки верхних, компрессионных колец (торцевой зазор более 0,15 мм) — можно установить на двигатель МТ кольцо от двигателя К750М. предварительно прошлифовав его по высоте с учетом обеспечения торцевого зазора в пределах 0.04—0.07 мм для верхнего кольца н 0,025—0,055 мм для нижнего.
Обычно при первой замене поршней, когда цилиндры изношены еще мало, для уменьшения зазора между зеркалом и юбкой можно устанавливать «нормальный» поршень, но с большим диаметром юбки. Например, если диаметр цилиндра двигателя МТ группы «1» (78,01— 78,00 мм) в процессе эксплуатации увеличился до 78.04—78.03 (что соответствует группе «4»), то стоящий в нем поршень «77.95» следует заменить поршнем с обозначением «77.98». В этом случае восстановится требуемый зазор 0.05— 0.07 мм. В двигателе К750 подбирают поршни с учетом обеспечения зазора 0,07—0,09 мм.
Поршни подбирают не только по диаметру юбки, но и по весу с целью сохранить уравновешенность двигателя. Разница в весе поршней не должна превышать 4 г.Поршневой палец изготавливают из стали 12ХНЗА, цементируют и подвергают термообработке до твердости HRC 5в—63. Он свободно вращается в верхней головке шатуна с зазором 0,0045— 0.0095, но запрессован в бобышки поршня с натягом 0,0045—0,0095 мм. По наружному диаметру пальцы разделяют на четыре группы через 0.0025 мм и маркируют краской на внутренней поверхности (см. табл. 2).
Зазоры более 0,01 мм в соединении пальца с поршнем и более 0,03 мм в соединении пальца с шатуном могут вызывать при перемене режима работы двигателя отчетливые резкие стуки и интенсивный износ деталей. Чтобы устранить эти явления, следует заменить поршневой палец, соблюдая требуемую маркировку и посадку его в поршне и шатуне согласно табл. 2. При установке пальца поршень нагревают до 80—100° С в духовке или в кипящей воде; Перед сборкой палец слегка смазывают моторным маслом, затем совмещают отверстия в поршне и верхней головке шатуна и легкими ударами молотка через оправку забивают в них палец. Посадка смазанного поршневого пальца в верхнюю головку шатуна считается нормальной, когда он легко входит в отверстие, но не выпадает, если расположить его ось вертикально.
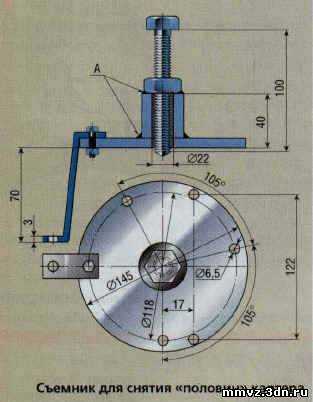
Снимать палец можно, не нагревая поршень, но при этом надо пользоваться специальным приспособлением. Если его нет, можно нагреть днище поршня паяльной лампой через металлический лист и при помощи оправки, изготовленной из мягкого металла (медь или алюминий), выбить палец, как показано на рис. 1.
Цилиндры у двигателя МТ одинаковые, взаимозаменяемые. Гильза отлита из специального чугуна и соединена в одно целое с рубашкой из алюминиевого сплава. Твердость гильзы НВ 207—255. Цилиндры К750М отлиты из специального чугуна, твердость их — НВ 207— 255. Левый и правый невзаимозаменяемы, поскольку различаются положением впускных и выпускных клапанов.
Цилиндры по внутреннему диаметру разделяют на четыре группы через 0,01 мм. Размер группы у МТ набивают в нижней части рубашки цилиндра (возле фланца) со стороны кожухов штанг цифрами «1», «2», «З» и «4», которым соответствуют диаметры 78.01—78,00; 78.02 — 78.01; 78.03 — 78.02 и 78,04 — 78.03 мм. У К750М индекс группы набивают на плоскости клапанной коробки.
Цилиндр подлежит замене или расточке под ближайший ремонтный размер поршня, если износ верхней части зеркала составляет 0,15—0.20 мм. Когда цилиндр становится конусным (вверху шире) и овальным, уже не удается восстановить нормальную компрессию установкой новых поршня и колец.
Износ цилиндра определяют измерением его диаметра индикатором-нутромером в трех поясах, расположенных на расстояниях 15, 50 и 90 мм от верхнего торца цилиндра в плоскости качания шатуна и в плоскости, перпендикулярной к ней.
Изношенный цилиндр растачивают и хонингуют под ремонтный диаметр поршней (увеличенный на 0.2 или 0,5 мм). После обработки овальность и конусность зеркала должна быть не более 0,015 мм, чистота обработки не ниже 9-го класса, биение посадочного торца относительно зеркала не более 0,05 мм, несоосность зеркала и наружной поверхности цилиндра, сопрягающейся с картером двигателя, не более 0.08 мм. Поршень подбирают так, чтобы монтажный зазор между наибольшим диаметром его юбки и цилиндром у МТ составлял 0,05—0,07 мм, у К750М — 0.07—0.09 мм. При установке нового поршня в цилиндр необходимо руководствоваться сведениями, приведенными в табл. 3.
Шатун и его крышка у двигателя МТ отштампованы из стали 40Х, твердость — НВ 217—266. Нижние крышки шатунов невзаимозаменяемы, поэтому при сборке каждую надо ставить на свое место. При установке шатунов на коленчатый вал выступы в их средней части должны быть направлены наружу относительно средней щеки вала. В нижней головке есть вкладыши, которые взаимозаменяемы с шатунными вкладышами двигателя «Москвич—408». В верхнюю головку запрессована бронзовая втулка, изготовленная из ленты БрОЦС-4-4-2,5-ПТ-1.5. отверстие которой выполнено с большой точностью. По его диаметру шатуны делят на четыре группы (через 0.0025 мм) и маркируют у головки цветовым индексом (см. табл. 2).
Шатуны в сборе разделяют по весу на семь групп (через 5 г) и маркируют краской. Устанавливают на коленчатый вал шатуны с одноцветной маркировкой. Гайки шатунных болтов затягивают моментом 3,2—3,6 кгс/м. Шплинт должен входить в отверстие болта туго. Нельзя использовать бывшие в потреблении шплинты.Возможные дефекты шатуна — износ втулки под поршневой палец, изгиб и скручивание тела шатуна.
Диаметр втулки можно замерить индикаторным нутромером. Если зазор между втулкой и поршневым пальцем более 0,03 мм, втулку следует заменить. Для этого надо изготовить новую втулку из оловянистой бронзы БрОФЮ-1 или БрОЦС-4-4-2,5 и запрессовать ее с натягом 0,027—0,095 мм. Просверлить во втулке отверстие диаметром 2,5 мм для смазки поршневого пальца и развернуть разверткой до диаметра 21 мм. Снять с горцев втулки фаску 1х45°. Остается замерить действительный размер отверстия. замаркировать его в соответствии с табл. 2 и подобрать поршневой палец с соответствующей цветовой маркировкой.Искривление шатуна характеризуется относительным смещением осей отверстий верхней и нижней головок в вертикальной (изгиб) или горизонтальной (скручивание) плоскостях. Смещение осей допускается не более 0.04 мм на длине 100 мм. Межцентровое расстояние между осями у новых шатунов составляет 140±0.1 мм.
Шатунные болты не должны иметь вмятин, следов вытяжки и срыва резьбы, трещин и других дефектов. Диаметр нижней головки шатуна измеряют при вложенных вкладышах и затянутых с усилием 3,2—3,5 кгс • м болтах крышки.
Если зазоры в шатунных подшипниках не более 0,10 мм, а овальность и конусность шеек коленчатого вала не превышает 0,05 мм, можно не шлифовать шейки. а установить вкладыши нормального или уменьшенного на 0,05 мм размера (первый ремонтный).Коленчатый вал двигателя МТ отлит из высокопрочного чугуна ВЧ50-2 и термически обработан до твердости НВ 212—255. Номинальный диаметр его коренных шеек 45±0.08 мм, шатунных — 48—0,025 мм.
Годность коленчатого вала к дальнейшей эксплуатации определяется степенью износа шатунных шеек. Их диаметр измеряют микрометром в двух взаимно перпендикулярных плоскостях в двух местах на расстоянии 2,5 мм от галтелей. Расстояние между щеками шатунных шеек составляет 28,5+0,14 мм, радиус галтелей 1,5—2,0 мм, чистота обработки не ниже 9-го класса.
У нового двигателя зазор между шейкой и вкладышами составляет 0,025— 0,085 мм. Признак износа шатунных шеек — появление глухих стуков в нижней части картера и понижение давления в системе смазки.При значительном износе шейки шлифуют до ближайшего ремонтного размера (табл. 4) и ставят соответствующие вкладыши. После обработки шеек все каналы, в том числе ловушки, надо очистить от стружки и несколько раз промыть под давлением. В результате шлифовки шатунные шейки должны удовлетворять следующим условиям: овальность и конусность не более 0,015 мм; непараллельность осей шатунных шеек осям коренных шеек — не более 0,02 мм на длине шейки.
После проверки коленчатый вал собирают, обратив особое внимание на правильность монтажа шатунов, и устанавливают в картер двигателя, как показано на рис. 2. При правильной сборке вал должен легко вращаться в коренных подшипниках.
oppozit.ru
Цилиндр двигателя мотоциклов К-750М и «Днепр-12» изготовлен из специального чугуна твердостью НВ 207-255. Если цилиндр имеет обломы ребер общей площадью более 15%, сколы кромок выпускных и впускных патрубков по внутренней поверхности глубиной более 10 мм, износ конусной поверхности седла клапана при утопании конусного калибра относительно торца более 2 мм, то такой цилиндр заменяют. Допускается наварить и обработать дефектные места до нормального размера. Кроме того, у цилиндра при ремонте могут быть следующие дефекты:-риски, задиры, раковины на конусной поверхности седла клапана— обработать поверхность седла до устранения дефекта, но до размера, при котором утопание конусного калибра относительно торца седла клапана будет не более 2 мм;-коробление плоскости разъема с головкой цилиндра более 0,1 мм — обработать плоскость до устранения дефекта, но до размера не менее 134,06 мм, а у мотоциклов «Днепр»—102 мм и «Урал»—94 мм;-износ поверхности зеркала цилиндра — замерить внутренний диаметр цилиндра нутромером в пяти поясах на расстояниях 9, 16, 64, 74, 84 мм от верхней плоскости цилиндра в двух плоскостях: в плоскости качания шатуна и в плоскости, перпендикулярной ей; если овальность зеркала цилиндра превышает 0,07 мм, а конусообразность или износ превышает 0,15 мм, то цилиндр нуждается в расшлифовке под ближайший ремонтный размер поршня. Окончательно доводят поверхность зеркала цилиндра хонинг-процессом. Овальность и конусообразность допускается не более 0,015 мм, неперпендикулярность оси зеркала цилиндра к опорной плоскости фланца цилиндра не должна превышать 0,06 мм на длине 100 мм;-износ поверхности отверстия направляющей клапана до диаметра более 9,25 мм — обработать отверстие до диаметра 13+0,035 мм под переходную втулку, которую также необходимо запрессовать и затем развернуть до нормального диаметра 9+0,03 мм;-забоины на плоскости разъемов с картером — зачистить дефектную плоскость до устранения дефекта, но до размера «а» не менее 134,06 мм, а для мотоциклов «Днепр»— 102 мм и «Урал»—94 мм;-ослабление посадки шпилек при срыве резьбы в отверстии более двух ниток — рассверлить отверстие и нарезать резьбу ремонтного размера М10 под ремонтную шпильку. Для растачивания цилиндр устанавливают в патрон токарного станка типа 1А62 и растачивают резцом с пластиной из твердого сплава ВК-2 со скоростью резания 137 м/мин, при частоте вращения шпинделя 475 мин-1 и подаче 0,125 мм/об. Припуск на хонингование должен быть 0,04...0,06 мм. Зеркало цилиндра можно хонинговать на вертикально-хонинговальном станке ЗА833 с применением абразивных брусков К3120СТ2-Т2К, К3180СТ2К при предварительной обработке и К3280СМ2-С1Б, К3400СМ2 и М20СТ2-Т2К — при окончательной обработке. Режим работы на станке: частота вращения шпинделя — 180 мин-1, скорость резания — 51 м/мин, скорость возвратно-поступательного движения хонинговальной головки — 20 м/мин. При хонинговании обильно подают охлаждающую жидкость — керосин или смесь керосина с 10...20% машинного масла. Оба цилиндра обрабатывают только под один ремонтный размер. При отсутствии хонинговального станка эту обработку можно проводить на токарном или радиально-сверлильном станке, применяя при этом хонинговальную головку с пружинами под брусками. После окончания обработки зеркала цилиндра для удаления с него абразивной пыли поверхность его промывают теплой мыльной водой и волосяной щеткой или керосином и щеткой, затем сушат на воздухе. Шероховатость поверхности зеркала цилиндра должна быть не более 0,32 мкм; чтобы повысить износостойкость и уменьшить шероховатость поверхности зеркала цилиндра, его можно обкатать виброшариком. На рисунке 40 показаны отремонтированные цилиндры двигателей мотоциклов «Днепр» К-650, МТ-9, МТ-10-36 и серии «Урал» с запрессованными гильзами, а на рисунке 41 — цилиндры мотоциклов К-750М и «Днепр-12». 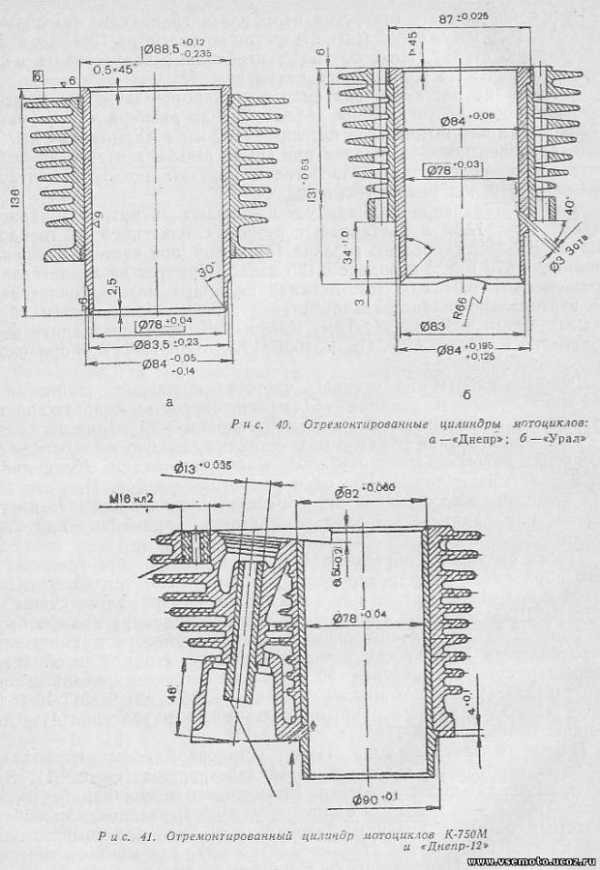 Поршневые кольца. Перед установкой новых поршневых колец их необходимо подогнать по канавке поршня (см. с. 61). Зазор в замке замеряют у кольца, вставленного в цилиндр без перекосов. Положение кольца в цилиндре удобно выравнивать поршнем, вводимым вслед за кольцом. Зазор должен быть для компрессионных колец 0,04...0,08 мм (только для новых), для маслосъемных — 0,025..0,065 мм. При установке поршневых колец в цилиндр не должно быть светового зазора по окружности между кольцом и цилиндром, допускается просвет до 0,12 мм на общей длине не более 1/4 окружности. В случае отсутствия поршневых колец заводского изготовления их можно изготовить из литой толстостенной трубы мелкозернистого чугуна с наружным диаметром 80...85 мм и диаметром отверстия 55...60 мм. Трубу закрепляют в патроне токарного станка и за один установ протачивают по наружному и внутреннему диаметру, обеспечивая шероховатость поверхности 0,63 мкм. Затем отрезают кольца с небольшим припуском на доводку. Подогнанное кольцо разрезают ножовочным полотном, специально сточенным на наждачном круге до толщины 0,5...0,8 мм. Для придания кольцу упругости вначале разводят в стыке на расстояние 12...15 мм, для чего разрезанные кольца надевают на трубу подходящего размера, вместе с трубой нагревают до температуры 800...900°С и выдерживают в течение 20...25 мин, после чего охлаждают в масле. Затем вновь нагревают кольца до 350...400°С и медленно охлаждают на воздухе. Изготовленные кольца имеют правильную форму, однако не обладают упругостью заводских колец. При сборке кольца надевают на поршень последовательно, с помощью специального приспособления или пластин, обеспечивающих минимальный развод колец в стыках. Надетые кольца должны свободно перемещаться в канавках поршня. Это проверяют встряхиванием поршня, промытого керосином; кольца должны свободно западать в канавки поршня. Поршневые кольца. Перед установкой новых поршневых колец их необходимо подогнать по канавке поршня (см. с. 61). Зазор в замке замеряют у кольца, вставленного в цилиндр без перекосов. Положение кольца в цилиндре удобно выравнивать поршнем, вводимым вслед за кольцом. Зазор должен быть для компрессионных колец 0,04...0,08 мм (только для новых), для маслосъемных — 0,025..0,065 мм. При установке поршневых колец в цилиндр не должно быть светового зазора по окружности между кольцом и цилиндром, допускается просвет до 0,12 мм на общей длине не более 1/4 окружности. В случае отсутствия поршневых колец заводского изготовления их можно изготовить из литой толстостенной трубы мелкозернистого чугуна с наружным диаметром 80...85 мм и диаметром отверстия 55...60 мм. Трубу закрепляют в патроне токарного станка и за один установ протачивают по наружному и внутреннему диаметру, обеспечивая шероховатость поверхности 0,63 мкм. Затем отрезают кольца с небольшим припуском на доводку. Подогнанное кольцо разрезают ножовочным полотном, специально сточенным на наждачном круге до толщины 0,5...0,8 мм. Для придания кольцу упругости вначале разводят в стыке на расстояние 12...15 мм, для чего разрезанные кольца надевают на трубу подходящего размера, вместе с трубой нагревают до температуры 800...900°С и выдерживают в течение 20...25 мин, после чего охлаждают в масле. Затем вновь нагревают кольца до 350...400°С и медленно охлаждают на воздухе. Изготовленные кольца имеют правильную форму, однако не обладают упругостью заводских колец. При сборке кольца надевают на поршень последовательно, с помощью специального приспособления или пластин, обеспечивающих минимальный развод колец в стыках. Надетые кольца должны свободно перемещаться в канавках поршня. Это проверяют встряхиванием поршня, промытого керосином; кольца должны свободно западать в канавки поршня.Поршень. Допустимый износ отверстия под поршневой палец не должен превышать 0,02 мм. При наличии износа отверстия под поршневой палец и канавок под поршневые кольца более допустимых, а также при наличии задиров на юбке поршни заменяют. При первой замене поршней в незначительно изношенных цилиндрах, не требующих расточки и шлифовки, устанавливают поршни нормального размера группы, соответствующей фактическому размеру цилиндра. При расточке цилиндров устанавливают поршни соответствующего ремонтного размера, обеспечивая зазор между юбкой поршня и зеркалом цилиндра 0,08...0,10 мм. Наряду с подбором поршня к цилиндру по диаметру юбки следует подбирать их по весу. Это необходимо для уравновешенности двигателя. Разница в весе поршней двигателя не должна превышать 4 г. Взвешивать надо поршень в сборе с кольцами и пальцем. У подобранных поршней цветовая маркировка отверстий под поршневой палец должна соответствовать маркировке отверстия верхней головки шатуна. Маркировочную краску наносят на поршнях на нижнюю поверхность одной из бобышек, на шатунах — у верхней головки. Это позволит правильно подобрать поршневой палец. Поршневой палец. Осматривают наружную поверхность пальца, проверяют, нет ли рисок, забоин, наволакивания бронзы и ощутимого износа. Износ поршневого пальца замеряют по краям и в середине, износ не должен превышать 0,015 минимального размера цветовой маркировки. При замене коленчатого вала, втулки в верхней головке шатуна, поршня или самого пальца новый палец подбирают по цветовой маркировке (нанесена на внутреннюю поверхность с одного конца), которая должна соответствовать цветовой маркировке отверстий поршня и верхней головки шатуна. Поршневой палец можно восстановить хромированием с последующим шлифованием до нормального размера 21,014 или допустимого 20,986 мм с обеспечением при сборке зазора во втулке верхней головки шатуна 0,0045...0,0095 мм и натяга в бобышках поршня 0,0045...0,0095 мм. |
vsemoto.ucoz.ru
Апгрейд двигателя мотоцикла Урал 650 см3.. Блог ”Справочник Петербуржца”.
- Главная
- Апгрейд двигателя мотоцикла Урал 650 см3.
15.02.2015
Веб-аналитикаВеб-аналитика (англ. Web analytics) — это измерение, сбор, анализ, представление и интерпретация информации о посетителях веб-сайтов с целью их улучшения и оптимизации.Адрес и телефонВ этой статья я расскажу, как я установил головки цилиндров от Урала с объёмом 750 см3 на Урал с объёмом 650 см3. Сама по себе установка таких головок ничего не даёт. Прироста мощности не будет. То, что там чуть больше впускной клапан ничего не меняет. Дело в том, что объём камеры сгорания в головках 750 см3 больше, чем в головках 650 см3. При установке такой головки соответственно понизится степень сжатия и упадёт мощность и кроме трудозатрат ничего не получится. Таковая манипуляция будет иметь смысл, если при этом удастся поднять степень сжатия. Это можно сделать несколькими способами. Увеличив ход коленвала, увеличив диаметр поршня, увеличив вытеснитель поршня (то есть сделав более выпуклым его дно), проточить плоскость головки, тем самым уменьшив камеру сгорания. В данном случае коленвал я не трогаю, головку не подрезаю. Остаётся увеличить диаметр поршня и вытеснитель. Диаметр увеличен не существенно, всего на 1 мм. За счёт этого слегка увеличился объём двигателя (до 670 см3). А вот вытеснитель я сделал очень высоким. Он занимает большую часть камеры сгорания, за счёт чего сильно изменяется в большую сторону степень сжатия. Уже только это добавляет не менее 5-6 л.с.
С поршнями вроде бы всё понятно. На фотографии представлены три поршня. Слева направо, 1) Поршень диаметром 79,0 мм с обычным вытеснителем. 2) Поршень диаметром 79,0 мм с увеличенным вытеснителем для двигателей 650 см3. 3) Поршень диаметром 79,0 мм с увеличенным вытеснителем для двигателей 750 см3.
Теперь о технических тонкостях установки головок.
Начну с доработки цилиндров.
В качестве донора были взяты стандартные цилиндры с алюминиевой рубашкой охлаждения от 650-кубового Урала. Но это не принципиально, можно использовать и целиком чугунные цилиндры. Для начала я просверлил сквозные отверстия под шпильки. Теперь цилиндр и головка будут собираться, как и на 750-кубовых двигателях, одеваясь на одни и те же шпильки. Затем проточил верхнюю часть цилиндра, скопировав высоту выступа и его диаметр с цилиндров двигателя 750 см3. Этого можно и не делать, но тогда теряем степень сжатия. Теперь можно устанавливать штатную прокладку ГБЦ от 750-кубового двигателя. Затем расточил и отхонинговал цилиндры до соответствующего размера. Цилиндры готовы.
Теперь про доработку голов.
Для начала решил проблему не совместимости дренажных каналов. Это делается путём проточки небольшого канала, совмещающего дренажные отверстия на головке и цилиндре. В прокладке также просекается отверстие под этот же канал. Далее удалил всё лишнее из впускного и выпускного каналов. Отполировал впускной канал. Теперь он без задиров и ступенек, имеет гдадкие стенки. Головки использовались последних образцов, с масляными колпачками, импортными клапанами, коническими пружинами.
Пришлось доработать штанги толкателей. Их необходимо укоротить. Сделать это легче с алюминиевыми штангами. Спрессовал стальной наконечник с одной стороны, проточил по длине до нужного размера, затем проточил диаметр, и напрессовал наконечник обратно. В средней части штанг сделал проточку по диаметру, что бы избежать задевания её за кожух штанги и головку.
Шпильки, на которые собираются цилиндры и головки, также пришлось укорачивать. Они были обрезаны до необходимого размера, проточены по диаметру для накатки резьбы, ну и накатана резьба.
Коромысла использованы на подшипниках от 750-кубового двигателя.
Теперь немного об остальном.
Картер двигателя остался без изменений. Единственное, что было сделано, это установлена задняя опора распредвала с игольчатым подшипником. Распредвал установлен соответствующий. Был облегчён маховик примерно на 1-1,2 кг. Сальники и подшипники только импортные.
Ярлыки: workСамые интересные записи
Специальные виды грузов01.10.2013Специальные виды грузов - это грузы, требующие наиболее срочной доставки и соблюдения особых условий при перевозке. Классификация специальных видов грузов: Тяжелые и...
Комментариев нет Правительство РФ одобрило законопроекты о специальной оценке условий труда14.09.2013На заседании Правительства РФ одобрены законопроекты, регулирующие проведение специальной оценки условий труда, сообщает пресс-служба Минтруда России. Речь идет о подготовленных...
Ярлыки: Аттестация рабочих мест Комментариев нет Учения по ГО в Госдуме накануне послания Путина проводиться не будут16.12.2014Ранее в СМИ появилась информация о том, что депутаты Госдумы и сотрудники аппарата палаты 3 и 4 декабря, накануне послания президента Федеральному Собранию, будут участвовать...
Комментариев нет Путин подписал антипиратский закон03.07.2013Президент России Владимир Путин подписал закон о защите авторских прав в интернете . Об этом сообщает 3 июля " Интерфакс ". Закон, направленный на борьбу с пиратским распространением...
Ярлыки: Интернет-пиратство Бизнес и финансы Интернет Новости Интернет Закон о борьбе с интернет-пиратством Комментариев нет ЦЕЛЕВЫЕ БЮДЖЕТНЫЕ ФОНДЫ01.09.2013ЦЕЛЕВЫЕ БЮДЖЕТНЫЕ ФОНДЫ - один из элементов бюджетной системы, создаются в бюджетах для направленного финансирования наиболее приоритетных отраслей народного хозяйства,...
Ярлыки: ЦЕЛЕВЫЕ БЮДЖЕТНЫЕ ФОНДЫ Комментариев нет Хронология событий. Законопроект № 337970-6 О специальной оценке условий труда.24.10.2013Мы знаем что нашим читателям интересна судьба Законопроект № 337970-6 О специальной оценке условий труда . Поэтому Здесь мы приведем краткую хронологию. Ранее мы уже писали, что документ...
Ярлыки: Специальная оценка условий труда Комментариев нет ФЗ О внесении изменений в отдельные законодательные акты Российской Федерации в связи с принятием Федерального закона "О специальной оценке условий труда"08.11.2013ФЗ О внесении изменений в отдельные законодательные акты Российской Федерации в связи с принятием Федерального закона " О специальной оценке условий труда ". Здесь Вы можете ...
Ярлыки: Аттестация рабочих мест Специальная оценка условий труда Комментариев нет АНТИФРИЗ27.06.2013АНТИФРИЗ - охлаждающая жидкость для двигателей внутреннего сгорания. Представляет собой смесь воды с этиленгликолем. В зависимости от марки антифриз имеет температуру замерзания –40 или...
Комментариев нет Популярные статьи на букву «А»:27.06.2013Акмеизм Акмеизм (франц. acmēisme, от греч. akmē - высшая степень чего-либо, цветущая сила), течение в русской поэзии начала 20 в., сложившееся в условиях кризиса буржуазной культуры и выразившее...
Комментариев нет Стартовать, чтобы побеждать21.08.2013Эрик Твайнейм СТАРТОВАТЬ, ЧТОБЫ ПОБЕЖДАТЬ. Перевод с английского. Москва, "Физкультура и Спорт" 1979. Содержание: Глава 1: Выигрыш гонки без волшебства. Выигрыш гонки без волшебства -...
Комментариев нетwww.78blog.ru