Kart 125 cc Stage TM › Бортжурнал › Форсирование двигателя Минск. Минск мотоцикл форсировка двигателя
«Поджатый стандарт» или форсируем «Минск»
Уже не раз на нашем сайте задавали вопросы по поводу «доводки» или, как принято сейчас говорить, «тюнинга» двигателей минского производства. «Как заставить этот двигатель работать?» «Как улучшить его работу и как увеличить мощность?» Ответы на эти и другие вопросы Вы найдете в этой статье.
Данная статья была опубликована в журнале «МОТО» в 1994 году, но и по сей день информация в этой статье является ценной для большинства обладателей двигателей «Минск», за что автору огромное спасибо! Так же, хочу поблагодарить пользователя нашего сайта Urfin’а за то, что отыскал эту статью и прислал мне. К сожалению, статья была в виде сильно упакованного графического файла, поэтому текст пришлось переписывать вручную, а рисунки получились некачественные, за что приношу свои извинения, сделал все, что мог…
«Поджатый стандарт»Для многих мотоциклистов «Минск» стал «школьной партой». Немалое число этих мотоциклов в относительно живом еще состоянии попросту брошены в гаражах и сараях. Однако и они еще смогут послужить, например, идеальным объектом для приобретения навыков и отработки различных технических решений.Сегодня своим опытом доводки минского двигателя делится Владимир Тураев – картингист и мотокроссмен из Павлограда. Его вариант интересен, в первую очередь, своей доступностью. Разумеется, не стоит ждать от мотора слишком многого – в лучшем случае он даст 15 л.с. Но при этом он становится экономичнее, а, может быть, даже и долговечнее(за счет тщательности выполнения работ).Еще один плюс предполагаемого пути – возможность «частичной» доработки двигателя, соразмерно своим силам и возможностям. Естественно, что и результаты тоже будут частичными. Обратите внимание на то, что работы по цилиндру или должны быть выполнены полностью, или не должны начинаться вовсе; аналогичные ситуации с головкой цилиндра и с парой коленвал – картер. Кроме того, не стоит возиться с коленвалом, если предварительно не доведен цилиндр. И последнее, что следует помнить, — успех работы пропорционален тщательности ее выполнения. Небрежность может легко перечеркнуть все труды. Не пренебрегайте предупреждениями, относитесь к делу внимательно!
Перефразируя Гоголя, можно сказать: «И какой же русский(читай — белорус, украинец и т.д.) не любит мощный мотор!» Предлагаю Вашему вниманию мой вариант «поджатого стандарта». Это минский двигатель с минимальными переделками родных деталей.Сделать «крутой» мотор на коленке, мягко говоря, сложно, поэтому приготовьтесь к применению и станков, и приспособлений, и самое главное – смекалки и слесарных навыков. Ибо доводка двигателей – дело, граничащее с искусством.Для начала определимся с его состоянием. Если он новый и обкатанный – отлично! Если старый, тоже ничего – затяните поясок, приобретите коленвал, поршень с кольцами, подшипники и манжеты(сальники).
ЦилиндрГильза минского мотора залита в рубашку и провернуть ее или выпресовать невозможно, поэтому добиваться совпадения окон в гильзе с каналами в рубашке цилиндра следует снятием металла. Помните, что толщина стенок рубашки цилиндра и горловины картера должна оставаться не менее 3 мм.Обработка каналов – довольно трудоемкий процесс, а облегчить его позволяет бормашина с набором фрез-шарошек, абразивных шарошек и различные шаберы(плоский, трехгранный).Конечная цель доработки продувочных каналов – добиться их симметричности и высокой чистоты поверхности. Полировать каналы не обязательно, однако поверхность их должна быть гладкой как на вид, так и на ощупь. Помните, не следует изменять высоту верхних перепускных окон – это может ухудшить характеристику двигателя, если соответственно не изменять и другие окна. Кроме верхних окон, в перепускных каналах следует оставить неизменным и вертикальный угол продувки. (рис.3)Моя методика измерения углов такова. Из мягкой проволочки диаметром 2-3 мм делаю «клюшку» с загнутым почти под прямым углом кончиком длиной 10-12 мм и, вкладывая этот кончик в продувочный канал, добиваюсь прилегания «клюшки» как к «потолку» канала, так и к зеркалу цилиндра. Горизонтальные углы продувки определяю опять же «клюшкой», но на этот раз прикладываю ее к боковым стенкам канала, а загнутый кончик указывает место выхода канала на заднюю стенку гильзы.(В действительности потребуется набор клюшек разной длины – ред.)Величина «А» (рис.6) смещения вершины угла от продольной оси гильзы колеблется от 0 до 10 мм и должны быть одинакова для обоих каналов.Величина «В» (рис.6) – расстояние от кромки выпускного окна до передней кромки перепускного окна тоже является одной из важных величин контроля симметрии каналов.Передняя кромка перепускного окна должна быть острой (см. рис.6, выноска 1), чтобы продувочная струя «отрывалась» от стенки канала без завихрений. Нижнюю кромку верхнего продувочного окна следует опилить по радиусу, примерно равному толщине гильзы так, чтобы продувочная струя была касательна к поверхности поршня в точке отрыва от окна. (см. рис.3)Верхнюю кромку нижнего перепускного окна тоже следует опилить по радиусу (см. рис.3)Виду того, что отверстия в рубашке цилиндра значительно больше диаметра шпилек, возможно смещение, а значит, и несовпадение перепускных каналов по привалочной плоскости цилиндра. Для обеспечения однозначной сборки изготавливается шпилька с центрирующим буртиком. (рис.7) Материал шпильки – сталь 20. Проверьте, свободно ли входит юбка цилиндра в собранный без прокладки картер. Если нет – снимите шабером лишний металл в горловине картера. Гильза должна входить без натяга. Теперь можно подгонять рубашку цилиндра по центрирующей шпильке.Перепускные каналы по разъему «рубашка-картер» подгоняются с помощью шаблона, повторяющего контур перепускных каналов рубашки.Юбка гильзы ни в коем случае не должна перекрывать перепускные каналы. При наличии перемычки ее удаляют и подгоняют окна в гильзе соответственно окнам в картере.В отличие от перепускных, впускное окно можно немного «распилить», но лишь для того, чтобы выровнять поверхность. Важно, чтобы был плавный, без ступенек переход от круглого диффузора к прямоугольному, с закруглениями, выпускному окну.Выпускной канал необходимо не только хорошо выровнять, но и обязательно отполировать, что позволит до минимума снизить торможение газов на выпуске. При подпиливании верхней и нижней кромок окна можно придать ему овальную форму (рис.9). Фаски (рис.10) как на выпускном, так и на верхних перепускных окнах смягчают переход поршневых колец через их поперечные кромки.С поршневых колец тоже следует снять фаски (рис.11), желательно на алмазном круге, так как он обеспечивает малую шероховатость. Кольца следует покрыть матовым хромом толщиной 50-80 микрон(мкм). Зазор в замке кольца должен оставаться прежним – подпилите его до 0.2-0.3 мм.Поверхность гильзы цилиндра обрабатывается шлифовкой, хонингованием или притиркой. Шероховатость поверхности Ra 0.32, отклонение от цилиндричности до 0.01 мм. Зазор между юбкой поршня и зеркалом цилиндра 0.04-0.05 мм измеряется достаточно точно при помощи набора щупов.
ПоршеньОкна в юбке поршня должны соответствовать окнам в юбке гильзы. Все кромки на юбке поршня скругляются радиусом 0.5 мм. А поверхности, указанные стрелками на рис.14, необходимо отполировать. Нельзя допускать поперечных рисок в этих местах.В нижней мертвой точке поршень не должен закрывать нижнюю кромку верхнего перепускного окна. В противном случае либо снимаются лыски (рис.12), либо протачивается головка поршня по радиусу 70 мм на необходимую величину. Днище поршня после проточки должно быть не тоньше 5 мм. Поскольку шатун центрируется по цилиндру, торцы бобышек обработайте на фрезерном станке (рис.14). Размер «А» для обеих бобышек не должен отличаться более чем на 0.1 мм. Шайбы поз. 4 изготавливаются из стали 40Х, калятся до твердости 45-50 по НРСэ и шлифуются с торцов.Поршневой палец облегчается проточками на конус (см. рис.14). Длина внутренней цилиндрической части должна быть на 2-3 мм больше длины роликов верхнего игольчатого подшипника(сепаратора). Толщина стенки с торцов пальца – 1-1.5 мм. При доработке пальца берегите его рабочую поверхность от повреждений.
КоленвалЕсли коленвал не новый, то проверьте его пригодность к дальнейшему применению.Радиальный зазор в верхнем подшипнике(сепараторе) шатуна допускается 8мкм, в нижнем до 12 мкм. Сборка подшипников(сепараторов) без зазора недопустима.Максимальное биение цапф по индикаторам (рис.15) – до 30 мкм. Для компенсации усилия зажима центров применяется винтовая распорка 4.Палец выпрессовывается отдельно из каждой щеки, «не прогоняйте» его насквозь, так как от этого страдает поверхность качения и деформируется шатун.Штатные балансировочные отверстия (рис.16) зачеканиваются алюминием, его вес компенсируется свинцовыми заглушками 2, зачеканенными в нижнюю часть щеки.Щеки проточите до диаметра 100 мм, цапфы зажимайте в мягкие кулачки с тем, чтобы не повредить их поверхности. Режим резания выбирайте щадящий, во избежании поворота цапфы в щеке.Диаметр уменьшите с помощью мелкой наждачной бумаги(«нулевки») до размера 17-0.11 мм. Чистые, смазанные маслом цапфы должны легко, но без ощутимого зазора входить в соответствующие подшипники.Шатун со стороны впускного окна опиливается, как показано на рис.17. Все поверхности должны сопрягаться плавно, риски на сопряжениях не допускаются. Наружную поверхность шатуна обязательно отполируйте.Перед сборкой коленвала натрите дисульфидом молибдена все детали нижнего подшипника(сепаратора) шатуна; допустимо применение любой другой смазки, предназначенной для мест полусухого и сухого трения, не теряющей своих смазочных свойств при высокой температуре.Палец кривошипа заприсовывайте с помощью направляющих оправок, они помогут избежать перекоса. Осевой зазор между нижней головкой шатуна и щекой в собранном коленвале должен составлять 1.6-1.7 мм.Собранный и отцентрованный коленвал подлежит статической балансировке на призмах или роликах. Верхнюю головку шатуна взвесьте, как показано на рис.18, с точностью до 1 г. Вес балансировочного грузика подсчитывайте по формуле:Мб = 0.65Мп-0.35Мвг, гдеМб – масса балансировочного грузика;Мп – масса поршня с компрессионными, стопорными и центрующими кольцами, поршневым пальцем и подшипником;Мвг – масса верхней головки шатуна.При последующих ремонтах вес нового поршня в сборе с вышеперечисленными деталями не должен отличаться более чем на 1 г от Мп.Теперь начнем непосредственно саму балансировку. Коленвал с балансировочным грузиком установите на горизонтальные призмы (рис.19) или ролики. Засверловкой отверстий равной глубины на обеих щеках добейтесь безразличного равенства коленвала, то есть он не должен самостоятельно возвращаться в какое-то одно положение. На этом балансировка закончена.
КартерПоверхность кривошипной камеры растачивается начисто относительно оси вращения коленвала. Алюминиевые кольца (рис.20) закрепляются в камере эпоксидной смолой и тремя винтами М5 с потайной головкой. Все зазоры между стенками кривошипной камеры и кольцами должны быть заполнены эпоксидной смолой.Внимание! Эпоксидная смола боится вибрации. Поэтому в качестве наполнителя используйте алюминиевую пудру или пользуйтесь пластификатором – ред.
Головка цилиндраКамера сгорания «посажена» на 2.5-3 мм (рис.22). Для обработки используются токарный станок, оправка, на которой закрепляется головка цилиндра (рис.23), и поворачивающийся резец (рис.24). Размер «козырька» следует увеличить до такой степени, чтобы «шапочка» по ободу уменьшилась до диаметра 38 мм. Схема обработки показана на рис.25. Такая головка позволяет использовать бензин с октановым числом не менее 93.
Выхлопная системаДля этого двигателя потребуется новая выхлопная труба – настроенный резонатор. Его общие размеры приведены на рис.26, толщина стенки 0.8-1 мм. При меньшей толщине будут прогары, при большей не будет эффекта резонанса. Детали резонатора лучше сваривать аргонно-дуговой сваркой, но можно и газовой. В последнем случае будут большие поводки. Важно, чтобы детали перед сваркой были как можно плотнее подогнаны друг к другу и сварочный шов «не вываливался» внутрь резонатора. «Гладкий стык» изнутри поможет обеспечить медная массивная подкладка под местом сварки. Прежде чем сваривать «железку», стоит сделать макет выхлопной системы из плотного картона и «проложить» его по мотоциклу(карту), а уже после этого «развернуть» его на металл. Длину последней трубы резонатора можно увеличивать до необходимой величины.Глушитель шума выпуска, конечно снизит мощность, но без него ГАИ(федерация) вряд ли позволит ездить. Вариант глушащей насадки приведен на рис.27. Смесь стружки титана и нержавеющей стали неплотно набивается в корпус глушителя и отделяется от входного и выходного патрубков крупной сеткой. Корпус глушителя следует сделать разборным для замены глушащего материала. Глушитель прикрепляется к резонатору хомутиком с «замком» (рис.28), а так же к раме в одной — двух точках. Достаточная емкость глушителя 1-2 литра.
СборкаКартер собирается на герметике, без прокладок, обычно используются ВГО-1, КЛТ-30 или их аналоги.Валы коробки передач должны легко вращаться от усилия двух пальцев.Коленвал устанавливается по центру горловины картера и фиксируется от продольных смещений (см. рис.21) двумя шайбами 3 и 5. Все ответственные резьбовые соединения, такие, как гайка ведущей звездочки коленвала, гайка ведомого барабана сцепления, желательно собирать с применением анаэробных герметиков типа «Анатерм», «Унигерм» и им подобных. Для уменьшения трения манжет(сальников) от цапфы следует ослабить их пружинки. Цилиндр ставится на прокладку из ватмана или тонкого мягкого картона, смазанного консистентной смазкой. Следите за тем, чтобы прокладка не выступала в перепускные каналы. В остальном сборка проходит как обычно.Карбюратор используйте с диаметром диффузора 28 мм. Он обеспечит достаточно надежный запуск мотора. Закреплять карбюратор желательно с помощью дюритового шланга и хомутов. Это снизит вибрацию и уменьшит теплопередачу от цилиндра. Масла используйте как можно более качественные, предназначенные для двухтактных двигателей, в соотношении с бензином 1:20.
ОбкаткаСобранный мотор следует обкатать на холостых оборотах в течении 10-15 минут. Обратите внимание на отсутствие перегрева. Давайте двигателю остыть, затем «покатайте» его при малых нагрузках на 1-3 передаче в течении 30 минут, вновь дайте остыть, снимите головку цилиндра и осмотрите поршень – его поверхность должна быть слегка блестящей с симметричными следами продувки. Соберите мотор, «покатайте» его при средних нагрузках на всех передачах в течении 20-30 минут и напоследок, если двигатель не перегревается, — проедьте 2-3 км «во весь газ». Снимите головку и цилиндр, осмотрите его зеркало – наволакивания алюминия быть не должно, поршень должен иметь матовую поверхность без следов нагара ниже колец и без прихватов – блестящих полос или пятен. Наволакивания алюминия на чугунной гильзе убираются протравливанием их концентрированной щелочью до прекращения появления пузырьков, а прихваты на поршне можно удалить мелким надфилем. Ни в коем случае не используйте абразивные бруски или наждачную бумагу! Если все в порядке: смесь слегка обогащенная, прихватов нет, мотор не перегревается – Вы получили, что хотели!
Желаю удачи!
В. Тураев
kartingzone.com
Форсирование двигателя Минск. — бортжурнал Kart 125 cc Stage TM 1983 года на DRIVE2
Всем привет. Хочу поделиться материалом, по которому по большей части делался двигатель. Здесь далеко не все, но в основном самое основное.
1.Определитесь с состоянием двигателя. Идеальным вариантом будет новый и обкатанный. Если исходный мотор старый, приобретите новые коленвал, поршень с кольцами, подшипники, манжеты и настройтесь на кропотливую работу. В первую очередь, полностью разберите силовой агрегат на составляющие.
2.Добейтесь совпадения окон в гильзе с каналами в рубашке цилиндра методом снятия металла. При этом следите, чтобы толщина стенок рубашки и горловины картера оставалась не менее 3 мм. Для обработки каналов используйте бормашину с набором шарошек и шаберы. Добейтесь симметричности и высокой чистоты поверхности продувочных каналов. Если после обработки поверхность каналов станет гладкой на вид и на ощупь, полировать ее не надо. Обязательно оставьте неизменными высоту верхних перепускных окон и вертикальный угол продувки. Переднюю кромку перепускного окна сделайте острой, а верхнюю и нижнюю кромку верхнего продувочного окна опилите по радиусу, равному толщине гильзы.
3.Проконтролируйте, чтобы юбка цилиндра свободно входила в собранный без прокладки картер. При необходимости снимите лишний металл в горловине картера. Перепускные каналы между рубашкой и картером подгоните по шаблону, повторяющему контур перепускных каналов рубашки. Юбка гильзы не должна перекрывать перепускные каналы. Если перекрытие присутствует, удалите перемычку и подгоните окна в гильзе соответственно окнам в картере. Расточите впускное окно так, чтобы образовался плавный и бесступенчатый переход от круглого диффузора к прямоугольному, с закруглениями к выпускному окну.
4.Выпускной канал хорошо выровняйте и обязательно отполируйте. Подпиливая верхнюю и нижнюю кромку окна, придайте ему овальную форму. Снимите фаски на выпускном и верхних перепускных окнах. Также снимите фаски с поршневых колец, а сами кольца покройте матовым хромом. Зазор в замке кольца подпилите до 0,2-0,3 мм. Поверхность гильзы цилиндра обработайте шлифовкой, хонингованием или притиркой. Зазор между юбкой поршня и зеркалом цилиндра доведите до 0,04-0,05 мм.
5.Обработайте окна в юбке поршня так, чтобы они соответствовали окнам в юбке гильзы. Кромки на юбке поршня скруглите радиусом 0,5 мм. Саму юбку поршня отполируйте. В нижней мертвой точке поршень не должен закрывать нижнюю кромку верхнего перепускного окна. Для этого либо снимите лыски, либо проточите головку поршня по радиусу 70 мм на нужную величину. Днище поршня оставьте не тоньше 5 мм. Торцы бобышек шатуна отфрезеруйте так, чтобы их размеры не отличались более чем на 0,1 мм. Поршневой палец облегчите проточкой под конус, оберегая его рабочую поверхность от повреждений.
6.Проверьте радиальные зазоры в верхнем и нижнем подшипнике шатуна. Они должны быть не более 8 мкм (верхний) и 12 мкм (нижний). При зазорах больше данных величин, замените коленвал на новый. Выпрессуйте пальцы коленвала отдельно из каждой щеки. Штатные балансировочные отверстия заглушите алюминием, а его вес компенсируйте свинцовыми заглушками, вставленными в нижние части щек коленвала. Сами щеки проточите до диаметра 100 мм, избегая повреждения цапф. Диаметр самих цапф уменьшите до 17 мм с помощью мелкой шлифовальной бумаги.
7.Добейтесь плавного сопряжения всех поверхностей шатуна, не допуская рисок на сопряжениях. Наружную поверхность шатуна обязательно отполируйте. Перед сборкой коленчатого вала натрите дисульфидом молибдена все части нижнего подшипника шатуна. Палец кривошипа запрессуйте без перекосов. При этом осевой зазор между нижней головкой шатуна и щекой должен быть 1,6-1,7 мм. Тщательно отцентрируйте и сбалансируйте коленвал.
8.Поверхность кривошипной камеры картера расточите начисто. Алюминиевые кольца закрепите эпоксидным клеем и 3 винтами М5 с потайной головкой. Все зазоры в кривошипной камере заполните эпоксидной смолой с наполнителем из алюминиевой пудры или с пластификатором. После обработки соберите картер на герметике без прокладки. При установке коленвала зафиксируйте его от продольных смещений двумя шайбами. Все резьбовые соединения двигателя соберите с применением анаэробного герметика.
www.drive2.ru
Как форсировать двигатель мотоцикла Минск - Тюнинг Минска - Каталог статей

Мотоспортсменами хотят стать многие, но не всем новичкам хватает средств приобрести готовый спортивный мотоцикл. Выход в такой ситуации один – самостоятельно подготовить стандартную машину. Двигатель «Минска» считается одним из самых простых по конструкции и легко поддается небольшой форсировке. Следует учитывать, что при этом ресурс мотора снижается пропорционально росту мощности.
Вам понадобится
— двигатель «Минск» М-105, М-106 или М-125;— механическая мастерская;— кольца и сальники кривошипной камеры;— карбюратор К-36И;— магнето М-24Г;— свеча зажигания ПАЛ-14-8 или БОШ-260-280
Инструкция
1
Если вы выбираете базовый двигатель, отдайте предпочтение М-125. По сравнению с предыдущими моделями М-105 и М-106, у него улучшено охлаждение, что повышает возможности его форсирования для спортивных целей. Если для моделей М-105 и М-106 мощность в 9 л.с. является почти предельной, то для модели М-125 можно достичь 10,3-10,8 л.с. в условиях средней механической мастерской. Двигатель должен быть хорошо обкатан и иметь исправные детали и механизмы.
2
Полностью разберите двигатель. В обе половинки картера вставьте и надежно закрепите кольца, которые уменьшат диаметр кривошипной камеры до 121 мм. Смените сальники кривошипной камеры на специально разработанные спортивные модели. Они обязательно должны выдерживать давление не менее 0,8 кг/кв.см. Измените фазы газораспределения: фаза выпуска должна быть равна 164 градусам, фаза продувки – 108 градусам, фаза выпуска – 128 градусам.
3
Вместо стандартного, установите карбюратор К-36И с диаметром диффузора 27 мм. Его главный топливный жиклер должен иметь пропускную способность не менее 0,25 л/мин. Продувочные окна в поршне распилите до 25 мм так, чтобы они совпадали с продувочными окнами на цилиндре мотора.
4
Впускной коллектор удлините до 300 мм. При этом длина впускного патрубка от зеркала цилиндра до карбюратора должна составлять 100 мм, внутренний диаметр впускного коллектора должен составлять 40 мм, длина коллектора от карбюратора до воздушного фильтра – 150 мм. В системе зажигания установите магнето М-24Г. Угол опережения зажигания выставьте на уровень 2,2-2,5 мм до ВМТ. Вкрутите свечу типа ПАЛ-14-8 или БОШ-260-280.
5
Бронзовый сепаратор нижней головки шатуна коленвала замените на дюралевый типа Д-16Т или В-95. Также подойдет самодельный из цианированной стали или стали марки 45 без термообработки с обязательным серебрением поверхности.
6
Проведите дополнительную полировку каналов цилиндра, проверьте и скорректируйте при необходимости сечение этих каналов, а также углы выхода продувки. Заводской уровень обработки этих поверхностей недостаточен для спортивных целей.
7
Воздушный фильтр замените на более большой, с объемом резервуара не менее 3 л и бумажными фильтрующими элементами. После обкатки форсированного таким образом мотора установите карбюратор с 28-мм диффузором, длину патрубка от зеркала цилиндра до центра распылителя увеличьте до 135 мм, длину коллектора от карбюратора до воздушного фильтра увеличьте до 170 мм.
8
В форсированном таким образом двигателе используйте бензин марок Б-95, Б-100 или А-98. Моторное масло – МС-20 в пропорции 1:20. Для дальнейшего повышения мощности потребуется установка спортивного коленвала, поршня и поршневых колец, переход на более высокие фазы газораспределения, а также применение гоночного глушителя и карбюратора.
minsk125.ru
Форсировка двигателя мотоцикла Минск - Советские мотоциклы
Двигатель нужно разобрать. С картером двигателя следует произвести следующие работы: вставить и надежно закрепить кольца в обе половинки картера, уменьшив диаметр кривошипной камеры до 121 мм, сменить сальники, чтобы они выдерживали давление в кривошипной камере не менее 0,8 кг/см2. В цилиндре двигателя установить фазы: выпуска — 164°, продувки — 108° и впуска — 128° (рис. 66).
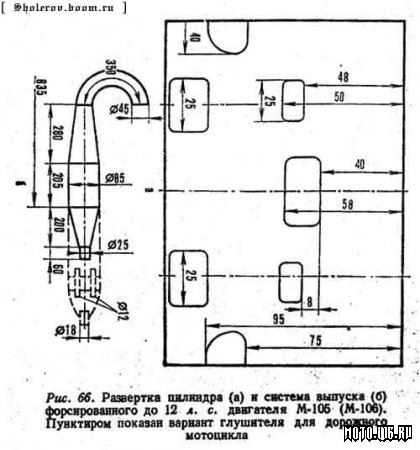
Увеличить степень сжатия до е = 9,5. Установить карбюратор К—36 И с диаметром диффузора 27 мм, главный жиклер должен быть с пропускной способностью не менее 250 см3/мин. Продувочные окна в поршне следует распилить до 25 мм (рис. 67), чтобы они совпадали с продувочными окнами в цилиндре двигателя.
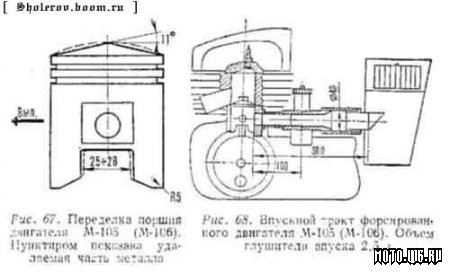
Для увеличения эффекта наддува суммарная длина впускной трубы должна быть 300 мм (длина впускного патрубка от зеркала цилиндра до карбюратора 100 мм; длина трубы с внутренним диаметром 40 мм, между карбюратором и воздухоочистителем составляет 150мм (рис. 68). Зажигание от генератора Г-416 работает плохо из-за перебоев на больших оборотах. Для нормальной работы двигателя рекомендуется установка магнето М-24Г. Опережение зажигания 2,2—2,5 мм до в.м.т. Свеча ПАЛ-14-8 или БОШ-260-280.
В коленчатом валу следует заменить бронзовый сепаратор нижней головки шатуна на другой, например, дюралевый (Д-16Т, В-95) или на изготовленный из цианированной стали (можно и из стали 45 без термообработки) с последующим посеребренном поверхности. После обкатки и окончательной регулировки двигатель развивает мощность 12 л.с. и имеет отличную приемистость.
Форсированные двигатели для мотокросса М-105, М-106 и М2-125. Поршень с двумя L образными кольцами и смещенными бобышками поршневого пальца на 7 мм вверх (по сравнению со стандартным- размером). Диаметр щек коленчатого вала 120 мм. Длина шатуна по центрам 125 мм. Длина юбки поршня 62,5мм, со стороны впуска юбка поршня обрезана на 1 мм и равна 61,5 мм. Степень сжатия е = 15.
Следует обратить особое внимание на обработку каналов цилиндра, их пропускную способность и правильность углов выхода продувки (рис. 69).
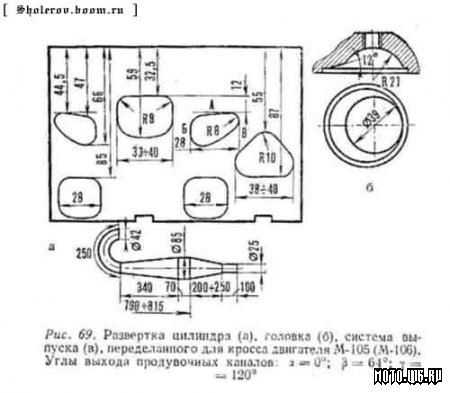
Головка со смещенной сферой "жокейская шапочка". Зажигание от магнето. Рекомендуемое опережение зажигания 2,2—2,3 мм до в.м.т. Свеча ПАЛ 14—15. Бензин Б-95, Б-100. А-98. Масло МС-20 в пропорции 1 :20. На двигатель устанавливается один карбюратор с диаметром диффузора 28 мм. Длина патрубка от зеркала цилиндра до центра распылителя равна 135 мм. Общая длина впускного тракта равна 170 мм.
Обязательно установить большой воздушный фильтр (объем резервуара 2,5—3 л) с бумажными фильтрующими элементами. После проведения всех работ по форсировке, обкатке и доводке двигателя максимальная мощность 14— 15 л. с. при n = 6600—6800 об/мин. Подобный этому двигатель можно довести до 20 л. с. повысив обороты до 9000 об/мин. Но для этого потребуется специальный коленчатый вал, поршень, кольца и более высокие фазы газораспределения, новый глушитель и карбюратор.
legkoe-delo.ru
moto032: Форсировка двигателя(Минск)
Двигатель нужно разобрать. С картером двигателя следует произвести следующие работы: вставить и надежно закрепить кольца в обе половинки картера, уменьшив диаметр кривошипной камеры до 121 мм, сменить сальники, чтобы они выдерживали давление в кривошипной камере не менее 0,8 кг/см2. В цилиндре двигателя установить фазы: выпуска — 164°, продувки — 108° и впуска — 128° (рис. 66).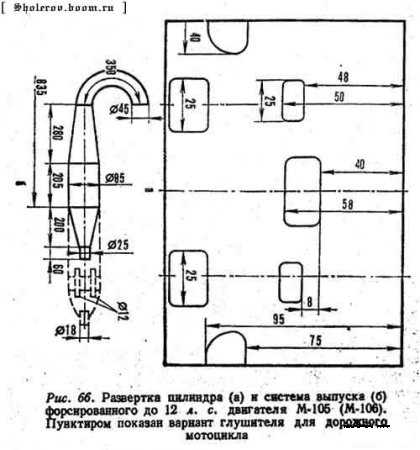 Увеличить степень сжатия до е = 9,5. Установить карбюратор К—36 И с диаметром диффузора 27 мм, главный жиклер должен быть с пропускной способностью не менее 250 см3/мин. Продувочные окна в поршне следует распилить до 25 мм (рис. 67), чтобы они совпадали с продувочными окнами в цилиндре двигателя.
Увеличить степень сжатия до е = 9,5. Установить карбюратор К—36 И с диаметром диффузора 27 мм, главный жиклер должен быть с пропускной способностью не менее 250 см3/мин. Продувочные окна в поршне следует распилить до 25 мм (рис. 67), чтобы они совпадали с продувочными окнами в цилиндре двигателя. 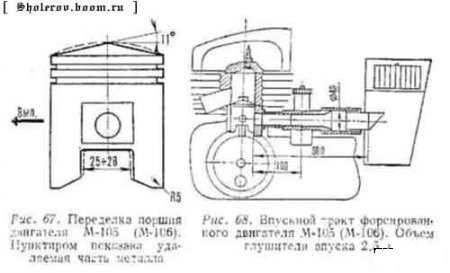 Для увеличения эффекта наддува суммарная длина впускной трубы должна быть 300 мм (длина впускного патрубка от зеркала цилиндра до карбюратора 100 мм; длина трубы с внутренним диаметром 40 мм, между карбюратором и воздухоочистителем составляет 150мм (рис. 68). Зажигание от генератора Г-416 работает плохо из-за перебоев на больших оборотах. Для нормальной работы двигателя рекомендуется установка магнето М-24Г. Опережение зажигания 2,2—2,5 мм до в.м.т. Свеча ПАЛ-14-8 или БОШ-260-280.
Для увеличения эффекта наддува суммарная длина впускной трубы должна быть 300 мм (длина впускного патрубка от зеркала цилиндра до карбюратора 100 мм; длина трубы с внутренним диаметром 40 мм, между карбюратором и воздухоочистителем составляет 150мм (рис. 68). Зажигание от генератора Г-416 работает плохо из-за перебоев на больших оборотах. Для нормальной работы двигателя рекомендуется установка магнето М-24Г. Опережение зажигания 2,2—2,5 мм до в.м.т. Свеча ПАЛ-14-8 или БОШ-260-280.В коленчатом валу следует заменить бронзовый сепаратор нижней головки шатуна на другой, например, дюралевый (Д-16Т, В-95) или на изготовленный из цианированной стали (можно и из стали 45 без термообработки) с последующим посеребренном поверхности. После обкатки и окончательной регулировки двигатель развивает мощность 12 л.с. и имеет отличную приемистость.
Форсированные двигатели для мотокросса М-105, М-106 и М2-125. Поршень с двумя L образными кольцами и смещенными бобышками поршневого пальца на 7 мм вверх (по сравнению со стандартным- размером). Диаметр щек коленчатого вала 120 мм. Длина шатуна по центрам 125 мм. Длина юбки поршня 62,5мм, со стороны впуска юбка поршня обрезана на 1 мм и равна 61,5 мм. Степень сжатия е = 15.
Следует обратить особое внимание на обработку каналов цилиндра, их пропускную способность и правильность углов выхода продувки (рис. 69).
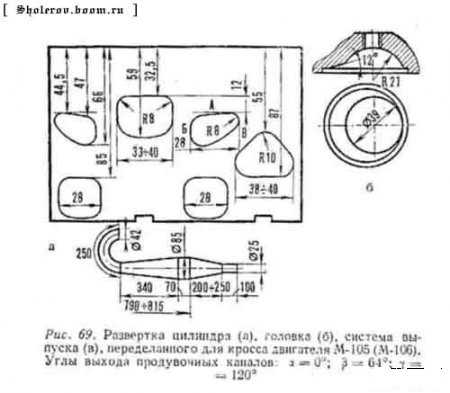 Головка со смещенной сферой "жокейская шапочка". Зажигание от магнето. Рекомендуемое опережение зажигания 2,2—2,3 мм до в.м.т. Свеча ПАЛ 14—15. Бензин Б-95, Б-100. А-98. Масло МС-20 в пропорции 1 :20. На двигатель устанавливается один карбюратор с диаметром диффузора 28 мм. Длина патрубка от зеркала цилиндра до центра распылителя равна 135 мм. Общая длина впускного тракта равна 170 мм.
Головка со смещенной сферой "жокейская шапочка". Зажигание от магнето. Рекомендуемое опережение зажигания 2,2—2,3 мм до в.м.т. Свеча ПАЛ 14—15. Бензин Б-95, Б-100. А-98. Масло МС-20 в пропорции 1 :20. На двигатель устанавливается один карбюратор с диаметром диффузора 28 мм. Длина патрубка от зеркала цилиндра до центра распылителя равна 135 мм. Общая длина впускного тракта равна 170 мм.Обязательно установить большой воздушный фильтр (объем резервуара 2,5—3 л) с бумажными фильтрующими элементами. После проведения всех работ по форсировке, обкатке и доводке двигателя максимальная мощность 14— 15 л. с. при n = 6600—6800 об/мин. Подобный этому двигатель можно довести до 20 л. с., повысив обороты до 9000 об/мин. Но для этого потребуется специальный коленчатый вал, поршень, кольца и более высокие фазы газораспределения, новый глушитель и карбюратор.
Источник: книга Григорьева "Мотоцикл без секретов"
moto032.blogspot.com
Двигатель нужно разобрать. С картером двигателя следует произвести следующие работы: вставить и надежно закрепить кольца в обе половинки картера, уменьшив диаметр кривошипной камеры до 121 мм, сменить сальники, чтобы они выдерживали давление в кривошипной камере не менее 0,8 кг/см2. В цилиндре двигателя установить фазы: выпуска — 164°, продувки — 108° и впуска — 128° (рис. 66). 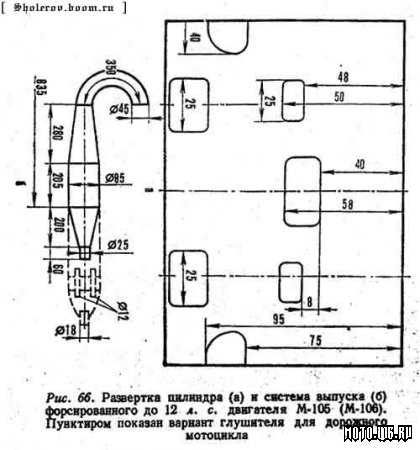 Увеличить степень сжатия до е = 9,5. Установить карбюратор К—36 И с диаметром диффузора 27 мм, главный жиклер должен быть с пропускной способностью не менее 250 см3/мин. Продувочные окна в поршне следует распилить до 25 мм (рис. 67), чтобы они совпадали с продувочными окнами в цилиндре двигателя. Увеличить степень сжатия до е = 9,5. Установить карбюратор К—36 И с диаметром диффузора 27 мм, главный жиклер должен быть с пропускной способностью не менее 250 см3/мин. Продувочные окна в поршне следует распилить до 25 мм (рис. 67), чтобы они совпадали с продувочными окнами в цилиндре двигателя. 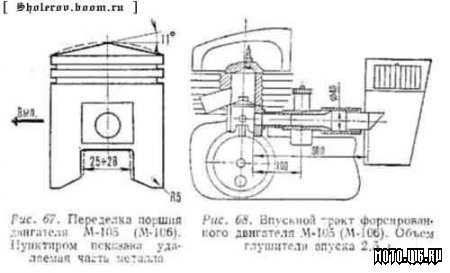 Для увеличения эффекта наддува суммарная длина впускной трубы должна быть 300 мм (длина впускного патрубка от зеркала цилиндра до карбюратора 100 мм; длина трубы с внутренним диаметром 40 мм, между карбюратором и воздухоочистителем составляет 150мм (рис. 68). Зажигание от генератора Г-416 работает плохо из-за перебоев на больших оборотах. Для нормальной работы двигателя рекомендуется установка магнето М-24Г. Опережение зажигания 2,2—2,5 мм до в.м.т. Свеча ПАЛ-14-8 или БОШ-260-280. Для увеличения эффекта наддува суммарная длина впускной трубы должна быть 300 мм (длина впускного патрубка от зеркала цилиндра до карбюратора 100 мм; длина трубы с внутренним диаметром 40 мм, между карбюратором и воздухоочистителем составляет 150мм (рис. 68). Зажигание от генератора Г-416 работает плохо из-за перебоев на больших оборотах. Для нормальной работы двигателя рекомендуется установка магнето М-24Г. Опережение зажигания 2,2—2,5 мм до в.м.т. Свеча ПАЛ-14-8 или БОШ-260-280. В коленчатом валу следует заменить бронзовый сепаратор нижней головки шатуна на другой, например, дюралевый (Д-16Т, В-95) или на изготовленный из цианированной стали (можно и из стали 45 без термообработки) с последующим посеребренном поверхности. После обкатки и окончательной регулировки двигатель развивает мощность 12 л.с. и имеет отличную приемистость. Форсированные двигатели для мотокросса М-105, М-106 и М2-125. Поршень с двумя L образными кольцами и смещенными бобышками поршневого пальца на 7 мм вверх (по сравнению со стандартным- размером). Диаметр щек коленчатого вала 120 мм. Длина шатуна по центрам 125 мм. Длина юбки поршня 62,5мм, со стороны впуска юбка поршня обрезана на 1 мм и равна 61,5 мм. Степень сжатия е = 15. Следует обратить особое внимание на обработку каналов цилиндра, их пропускную способность и правильность углов выхода продувки (рис. 69). 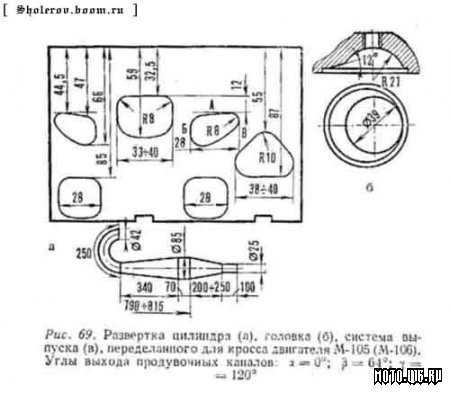 Головка со смещенной сферой "жокейская шапочка". Зажигание от магнето. Рекомендуемое опережение зажигания 2,2—2,3 мм до в.м.т. Свеча ПАЛ 14—15. Бензин Б-95, Б-100. А-98. Масло МС-20 в пропорции 1 :20. На двигатель устанавливается один карбюратор с диаметром диффузора 28 мм. Длина патрубка от зеркала цилиндра до центра распылителя равна 135 мм. Общая длина впускного тракта равна 170 мм. Головка со смещенной сферой "жокейская шапочка". Зажигание от магнето. Рекомендуемое опережение зажигания 2,2—2,3 мм до в.м.т. Свеча ПАЛ 14—15. Бензин Б-95, Б-100. А-98. Масло МС-20 в пропорции 1 :20. На двигатель устанавливается один карбюратор с диаметром диффузора 28 мм. Длина патрубка от зеркала цилиндра до центра распылителя равна 135 мм. Общая длина впускного тракта равна 170 мм. Обязательно установить большой воздушный фильтр (объем резервуара 2,5—3 л) с бумажными фильтрующими элементами. После проведения всех работ по форсировке, обкатке и доводке двигателя максимальная мощность 14— 15 л. с. при n = 6600—6800 об/мин. Подобный этому двигатель можно довести до 20 л. с., повысив обороты до 9000 об/мин. Но для этого потребуется специальный коленчатый вал, поршень, кольца и более высокие фазы газораспределения, новый глушитель и карбюратор. Источник: книга Григорьева "Мотоцикл без секретов" |
izh-motor.ru
Как форсировать двигатель "Минск" - КАК
Мотоспортсменами хотят стать многие, но не всем новичкам хватает средств приобрести готовый спортивный мотоцикл. Выход в такой ситуации один – самостоятельно подготовить стандартную машину. Двигатель «Минска» считается одним из самых простых по конструкции и легко поддается небольшой форсировке. Следует учитывать, что при этом ресурс мотора снижается пропорционально росту мощности.
Вам понадобится
— двигатель «Минск» М-105, М-106 или М-125;— механическая мастерская;— кольца и сальники кривошипной камеры;— карбюратор К-36И;— магнето М-24Г;— свеча зажигания ПАЛ-14-8 или БОШ-260-280
Инструкция
Если вы выбираете базовый двигатель, отдайте предпочтение М-125. По сравнению с предыдущими моделями М-105 и М-106, у него улучшено охлаждение, что повышает возможности его форсирования для спортивных целей. Если для моделей М-105 и М-106 мощность в 9 л.с. является почти предельной, то для модели М-125 можно достичь 10,3-10,8 л.с. в условиях средней механической мастерской. Двигатель должен быть хорошо обкатан и иметь исправные детали и механизмы.
Полностью разберите двигатель. В обе половинки картера вставьте и надежно закрепите кольца, которые уменьшат диаметр кривошипной камеры до 121 мм. Смените сальники кривошипной камеры на специально разработанные спортивные модели. Они обязательно должны выдерживать давление не менее 0,8 кг/кв.см. Измените фазы газораспределения: фаза выпуска должна быть равна 164 градусам, фаза продувки – 108 градусам, фаза выпуска – 128 градусам.
Вместо стандартного, установите карбюратор К-36И с диаметром диффузора 27 мм. Его главный топливный жиклер должен иметь пропускную способность не менее 0,25 л/мин. Продувочные окна в поршне распилите до 25 мм так, чтобы они совпадали с продувочными окнами на цилиндре мотора.
Впускной коллектор удлините до 300 мм. При этом длина впускного патрубка от зеркала цилиндра до карбюратора должна составлять 100 мм, внутренний диаметр впускного коллектора должен составлять 40 мм, длина коллектора от карбюратора до воздушного фильтра – 150 мм. В системе зажигания установите магнето М-24Г. Угол опережения зажигания выставьте на уровень 2,2-2,5 мм до ВМТ. Вкрутите свечу типа ПАЛ-14-8 или БОШ-260-280.
Бронзовый сепаратор нижней головки шатуна коленвала замените на дюралевый типа Д-16Т или В-95. Также подойдет самодельный из цианированной стали или стали марки 45 без термообработки с обязательным серебрением поверхности.
Проведите дополнительную полировку каналов цилиндра, проверьте и скорректируйте при необходимости сечение этих каналов, а также углы выхода продувки. Заводской уровень обработки этих поверхностей недостаточен для спортивных целей.
Воздушный фильтр замените на более большой, с объемом резервуара не менее 3 л и бумажными фильтрующими элементами. После обкатки форсированного таким образом мотора установите карбюратор с 28-мм диффузором, длину патрубка от зеркала цилиндра до центра распылителя увеличьте до 135 мм, длину коллектора от карбюратора до воздушного фильтра увеличьте до 170 мм.
В форсированном таким образом двигателе используйте бензин марок Б-95, Б-100 или А-98. Моторное масло – МС-20 в пропорции 1:20. Для дальнейшего повышения мощности потребуется установка спортивного коленвала, поршня и поршневых колец, переход на более высокие фазы газораспределения, а также применение гоночного глушителя и карбюратора.
kakru.ru













