Как форсировать двигатель мотоцикла. Как расточить двигатель мотоцикла
Руководство по проведению расточки блока цилинров в домашних условиях, видео
Головка блока цилиндров, как и любой другой узел транспортного средства, периодически должна проходить процедуру диагностики и обслуживания. Что представляет собой расточка блока цилиндров? Зачем она делается и как ее осуществить своими руками в домашних условиях? Об этом с фото и видео вы сможете узнать в нашей статье.
Содержание
[ Раскрыть]
[ Скрыть]
Что такое расточка и зачем она нужна?

Снятая головка блока
Расточка блока цилиндров осуществляется в случае их износа. Как известно, не все каналы изнашиваются одновременно и равномерно.
С целью установления степени износа данных элементов ГБЦ эксперты производят оценку всей системы, которая позволяет определить параметры цилиндров:
- Расточка блока цилиндров делается в том случае, если первоначальные размеры компонентов изменились на пол-миллиметра в ВМТ (верхней мертвой точке) поршневого кольца. Здесь речь идет именно о кольце, а не о самом поршне.
- Если зафиксировано изменение размера на 1/3 миллиметра в точке контакта юбки самого поршня, а также стенке цилиндра.
Таким образом, если при диагностике было зафиксировано изменение параметров до размеров, указанных выше, то расточка просто необходима. В противном случае дефекты могут увеличиваться, что негативно отразиться на функционировании транспортного средства. Хуже такого исхода событий может быть только появление дефекта в виде ступеньки в верхней части цилиндра. Из-за этого выходят из строя поршневые кольца, соответственно, и посадочные места для них.
При несвоевременной расточке ГБЦ проблема будет развиваться и сопровождаться сильным стуком из-под капота. Собственно, и сам двигатель будет работать некорректно — вы будете чувствовать постоянную вибрацию, которая будет усиливаться при увеличении оборотов. В результате этого поршневые кольца не смогут корректно прилегать к стенкам непосредственно канала цилиндра. А это, в свою очередь, чревато тем, что выхлопные газы начнут попадать в картер, соответственно, будет нарушена компрессия мотора. Как результат — двигатель будет «кушать» масло, при чем огромными порциями.
Извините, в настоящее время нет доступных опросов.По этим причинам поршневые кольца при регулярных ударах о стенки каналов со временем просто развалятся, при чем на маленькие части. Естественно, ни о каком восстановлении и речи быть не может, но хуже то, что они поцарапают и стенки цилиндров. В таких случаях ни гильзовка блока цилиндров, ни расточка, ни даже капремонт уже не сможет спасти мотор. К слову, гильзовка блока цилиндров может осуществляться методом замены или установки гильз в блоки, но сейчас не об этом.
Своевременная расточка ГБЦ дает возможность восстановить геометрию компонентов. Кроме того, при правильной расточке можно обеспечить необходимое положение сопряженных элементов относительно друг друга. Ведь в данном случае произвести только лишь правильную геометрию компонентов будет недостаточно, чтобы обеспечить равномерное положение всех элементов. Также важно обеспечить должную и равномерную сносность всех цилиндров, иначе это чревато не только деформированием деталей, но и появлением трещин и изгибов.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Видео «Расточка в домашних условиях»
Как сделать расточку дрелью — смотрите на видео.
labavto.com
расточка блока цилиндров
Расточка блока цилиндров двигателя является ремонтной операцией по восстановлению правильной геометрии изношенных цилиндров и нужного рабочего зазора между поршнями и стенками цилиндров (или гильз цилиндров). И вроде бы это не такая уж и сложная операция, при наличии некоторых знаний и нужного расточного оборудования, однако имеется ряд важных нюансов, о которых не знают, или просто не учитывают некоторые ремонтники и все эти нюансы и тонкости я постараюсь описать в этой статье.
Перед тем как начать писать эту статью и всё, что связано с расточкой блока цилиндров я замечу, что эта статья будет полезна не только автомобилистам, но и конечно же владельцам мотоциклов — ведь цилиндры и ремонтные операции по их восстановлению у автомобилей и мотоциклов практически одинаковы.
После определённого пробега двигателя, каким бы качественным не было бы моторное масло и материал стенок блока цилиндров, они постепенно изнашиваются, их правильная геометрия теряется, зазоры между поршнями и стенками цилиндров увеличиваются и в итоге двигатель теряет былую компрессию и соответственно резвость (мощность ).
Кстати замер компрессии и выявление её низкого значения и является главным критерием того, что мотор пора разбирать а блок растачивать, если конечно с клапанным механизмом всё в порядке (как узнать от чего плохая компрессия я уже писал, например в статье про компрессию — ссылка чуть выше).
К тому же, кроме потери мощности, мотор уже хуже заводится и возрастает расход моторного масла и после каждой поездки приходится восстанавливать его уровень, что добавляет некоторые неудобства водителю и он начинает задумываться о ремонте. А вот как произвести такой ремонт правильно и будет описано в этой статье.
И если даже кто-то и не будет делать его самостоятельно (ведь не у каждого в гараже стоит расточной станок), зато после прочтения этой статьи у автовладельцев уже появится возможность грамотно проконтролировать работников автосервиса, которые выполняли расточку цилиндров и в любой момент водитель сможет произвести соответствующие проверочные замеры и оценить качество работы, а это важно знать, перед тем как начинать сборку двигателя.
К тому же ещё перед тем, как блок цилиндров начали растачивать, водитель по подготовительным действиям работников автосервиса (какие они должны быть я опишу ниже) сможет понять, доверять им расточку, или может быть лучше сменить мастерскую пока не поздно. Ведь не секрет, что после расточки цилиндров в некоторых мастерских, многие двигатели уже не проходят тот же ресурс, какой был у нового мотора.
А всё дело в правильных подготовительных операциях перед расточкой блока, так как правильная подготовка блока и оборудования очень важна (не менее чем сама расточка) и напрямую влияет на дальнейший ресурс отремонтированного двигателя. Все эти нюансы я опишу чуть ниже и надеюсь они помогут правильно выбрать ремонтную мастерскую и конечно же помогут существенно увеличить ресурс вашего мотора после его ремонта.
Расточка блока цилиндров — Важное — подготовка к работе и нужные приспособления.
И так, перед расточкой блока цилиндров очень важно сделать то, чем многие ремонтники пренебрегают, или просто не знают.
ПЕРВЫЙ ВАЖНЫЙ НЮАНС.
Как правило многие ремонтные мастерские, которые занимаются расточкой и хонинговкой блоков, при расточке цилиндров, главной-базовой плоскостью считают нижнюю плоскость блока мотора, к которой крепится поддон для масла. Говоря проще, станочники перед расточкой берут и ставят блок цилиндров двигателя на крепёжный стол своего станка, затем выверяют и совмещают ось расточной головки с осью растачиваемого цилиндра, далее зажимают блок цилиндров и начинают расточные операции.
Но ведь никто из большинства ремонтников-расточников никогда и не задумывается (ну может быть только когда растачивал блок своего двигателя), а точно ли параллельна нижняя плоскость блока цилиндров мотора оси распределительного и коленчатого вала ??? А точно ли перпендикулярна нижняя плоскость растачиваемого блока осям всех цилиндров этого блока ???
И если даже при серийном производстве на наших автозаводах и выполнили это важное условие (что мне с трудом верится), то от каждодневных нагрузок от перевыполнения плана, постоянной нехватки времени и в процессе интенсивной эксплуатации оборудования, это условие со временем нарушилось. И может быть даже всего на чуть чуть — примерно на доли градуса, а может и больше, а кто это знает и кто вообще это проверяет, особенно сейчас ? Да всего лишь какие то единицы действительно грамотных мотористов, которых ещё нужно постараться найти.
К тому же на многих автозаводах (особенно отечественных) не учитывается процесс изменения формы блока, через некоторое время, в процессе старения блока цилиндров и их сразу же растачивают и отправляют на конвейр для сборки мотора (о процессе старения я ещё напишу ниже).
Не перпендикулярность оси цилиндра и оси коленчатого вала приведёт к быстрому износу деталей двигателя.
И конечно же в итоге, оси коленчатого вала (да и распределительного тоже) оказываются не строго перпендикулярны стенкам цилиндра (осям гильз цилиндров). Чудес не бывает и значит получается, что на шатуны и вкладыши двигателя постоянно будет давить пусть небольшая, но всё таки изгибающая сила.
А значит от этого кольца, поршни, да и стенки гильз цилиндров будут в процессе работы двигателя изнашиваться неравномерно (с одной стороны больше, с другой меньше). Добавим к этому ещё и то, что же между поршнями и стенками цилиндров, будет образовываться не правильная (неравномерная) плёнка моторного масла, то есть менее устойчивая клинообразная плёнка масла, которая будет постоянно выдавливаться из под клина трущейся пары (поршень-цилиндр).
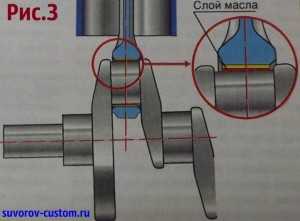
Следует отметить, что неравномерный слой моторного масла в виде клина, будет образовываться и между шейками и вкладышами коленчатого вала (см. рисунок 3). В результате всего этого при эксплуатации двигателя будет происходить ускоренный износ деталей и разумеется ресурс такого двигателя будет совсем небольшим.
Прочитав то, что написано выше, не сложно сделать естественный вывод, что прежде чем расточнику начинать расточку цилиндров блока двигателя, следует обязательно проверить постели коренных вкладышей коленчатого вала (да и распредвала тоже и вообще любых постелей) на их точную соосность и цилиндричность.
А главное следует обязательно проверить точную перпендикулярность отверстий (осей) постелей относительно осям всех цилиндров двигателя. И уже исходя от этого, правильно закреплять блок в станке и обрабатывать поверхность цилиндров. Проверку можно произвести например с помощью специально сделанных приспособлений, на основе индикатора часового типа, да и вообще любой расточник, ну или фрезеровщик, знает как и с помощью чего произвести такую проверку, но самое печальное, что делают её лишь единицы.
И ещё один нюанс — если нижняя плоскость блока двигателя (которую считают базовой) не перпендикулярна осям всех цилиндров мотора, то лучше не подкладывать под нижнюю плоскость блока металлические пластинки, которые немного приподнимут блок с нужной стороны и компенсируют не перпендикулярность, а следует шлифануть нижнюю плоскость блока на шлифовальном станке (ну или хотя бы на фрезерном), чтобы исправить дефект несоответствия.
И только после этого можно буде уже спокойно ложить блок мотора на стол расточного станка, закреплять его и растачивать, ну и затем хонинговать цилиндры (опять же правильным — безабразивным хоном, которые не будет шаржировать поверхности стенок цилиндров). И именно так делают настоящие грамотные и профессиональные мотористы расточники (к сожалению их больше за рубежом).
И если даже многие авто или мото-владельцы не смогут самостоятельно произвести грамотную подготовку к расточке и саму расточку (ведь не у каждого есть дорогой расточной станок в гаражной мастерской), но зато Вы, уважаемые читатели моего сайта, прочитав эту статью, надеюсь уже сможете адекватно контролировать расточников в каком то автосервисе, которым вы доверите ремонт своего двигателя, а не тупо кивать с открытым ртом на всё, что они Вам говорят и просто безразлично смотреть на их действия, мол якобы они профессионалы и сами всё знают.
ВТОРОЙ ВАЖНЫЙ НЮАНС.
И ещё один очень важный момент, касающийся подготовке к расточке блока цилиндров или их хонинговке. Многие водители и даже ремонтники-расточники не ведают, что при сборке мотора и установки головки цилиндров на блок двигателя и затяжки всех крепёжных болтов головки, геометрическая форма цилиндров немного меняется, так как металл есть металл (любой сплав имеет некоторую пластичность и упругость).
И в реальности получается, что после обжатия всех крепёжных болтов головки динамометрическим ключом, с положенным моментом, сам цилиндр (или цилиндры) уже перестают быть строго цилиндрическим (после обжатия цилиндры принимают вид той же бочки), даже если их изготовили очень точно и до обжатия они были строго цилиндрическим.
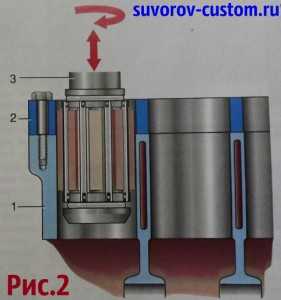
Правильная хонинговка цилиндра. 1 — блок цилиндров, 2 — алюминиевая плита с отверстиями, вместо головки, 3 — хон с безабразивными брусочками.
Из выше описанного следует сделать вполне обоснованный и правильный вывод, что и растачивать любой цилиндр, следует обязательно ОБЖАТЫМ с таким же моментом, с каким он будет обжат вместе с головкой после сборки мотора. А для этого следует изготовить из толстой плиты (можно даже из старой головки) плиту, показанную на рисунке 2 слева.
Плита изготавливается с отверстиями под расточной резец или хон (отверстия чуть больше диаметра цилиндров) и с отверстиями под крепёжные болты, с помощью которых плита прижмётся к цилиндрам так же как и головка на двигателе (с таким же положенным моментом).
И только после такой подготовительной операции можно смело начинать расточку блока цилиндров.
После расточки всех цилиндров и откручивания крепёжных болтов (ну и снятия плиты с блока цилиндров), геометрическая форма расточенных и отхонингованных цилиндров, тут же немного нарушится (форма станет примерно такой, как у песочных часов, в середине уже, а сверху и снизу шире).
Но нам теперь остаётся только установить на отремонтированный таким способом блок штатную головку двигателя и затем обжать весь бутерброд динамометрическим ключом с положенным моментом (с таким же как была обжата плита перед расточкой цилиндров), и геометрия расточенных цилиндров Вашего двигателя станет идеальной ! И конечно же цилиндры отремонтированного таким способом Вашего двигателя, станут лучше новых заводских!
Ведь при заводском серийном производстве большинства двигателей на заводах (по крайней мере отечественных), вышеописанную правильную технологию расточки и хонинговки вряд ли применяют (а если и применяют, то только на зарубежных автозаводах выпускающих престижные автомобили).
Ну и конечно же в большинстве ремонтных расточных мастерских, так грамотно и правильно двигатели тоже не обрабатывают и не ремонтируют, а если кто то из некоторых редких ремонтников и делает это, то только для своего двигателя и таких знающих мотористов ещё придётся поискать, чего я Вам очень советую, если конечно же вы желаете долго и без проблем и ремонта ездить на своём автомобиле (или мотоцикле) и не хотите в ближайшее время избавиться от своего любимого коня.
И ещё — учитывать и проверять первый из двух важных нюансов, которые я выделил выше оранжевым цветом, особенно очень важно перед расточкой блоков наших отечественных двигателей, которые собирают на заводе не выдерживая блоки некоторое время на полке, пока происходит процесс старения блока, при котором он меняет форму и происходит потеря геометрической формы всех ранее расточенных отверстий (отверстий цилиндров, постелей валов и т.п.).
И в итоге отечественные блоки со временем как бы «разъезжаются» то есть у них постепенно перекашиваются отверстия всех четырёх цилиндров , относительно постелей подшипников скольжения коленчатого вала и распредвала.
А всё, что необходимо сделать перед расточкой блока цилиндров — это:
- проверить и выполнить два основных нюанса, которые я выделил оранжевым цветом и подробно описал выше.
- доработать блок, если оси постелей коленвала и распредвала не перпендикулярны осям цилиндров.
- доработать блок (шлифануть плоскость) если нижняя плоскость блока не перпендикулярна осям цилиндров.
- затем установить и закрепить блок в поперечной плоскости станка правильно, согласно оси расточной головки.
- перепроверить и откорректировать положение блока цилиндров (с помощью индикатора часового типа) относительно оси расточной головки.
- затем следует обкатать поверхность стенок цилиндров носиком индикатора-нутромера, чтобы найти центра цилиндров (у фирменных расточных станков индикатор вмонтирован в станке — это видно на видео ниже и входит в комплектацию станка).
- ну и остаётся установить расточную головку под нужный диаметр расточки, с припуском на хонингование, которые я опишу ниже.
- произвести расточку блока цилиндров.
Ну а теперь переходим к цифрам, так сказать какие должны быть зазоры, замеры и прочие нюансы, которые будут полезны новичкам и не только.
Цилиндр двигателя — его износ, замеры и правильная геометрия нового цилиндра, или после расточки цилиндров.
Для начала рассмотрим немного, какой получается форма цилиндров после большого пробега двигателя и какой должна быть правильная геометрия нового цилиндра (цилиндров) двигателя, или после расточки, так как эти знания помогут произвести нужные замеры и вообще контролировать геометрию расточенных цилиндров.
Естественно любому понятно, что форма цилиндров двигателя должна быть по форме идеально ровного цилиндра, который имеет абсолютно одинаковые диаметры в любом месте по высоте, а так же при замерах в диаметрально противоположных направлениях (крест-накрест).
Но многие водители, да и практически все ремонтники знают, что изнашивается поршневая группа (цилиндр (гильза) и поршни) неравномерно, так как поршень испытывает наибольшее трение о цилиндр в его середине, и меньшее трение в низу и в верху. От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
индикаторный нутромер
Так же следует учесть, что трение поршня о цилиндр больше спереди и сзади цилиндра, а с боков трение меньше. Это происходит от того, что шатун ходит и создаёт давление взад и вперёд, а не вправо-влево. И разумеется от этого и выработка получается неравномерной, то есть спереди и сзади она больше, а с боков меньше и в итоге цилиндр постепенно превращается в овал.
Такая же неравномерная выработка происходит конечно же и на поршне (поршнях), но поршень нам не важен, так как после расточки при сборке мотора будет заменяться новым, а вот знать как и где вырабатывается цилиндр (гильза) новичкам будет очень полезно.
Замер цилиндра мотоцикла индикаторным нутромером.
И из этих знаний и исходит то, как правильно замерять цилиндр, чтобы увидеть его износ и на сколько придётся растачивать. И значит замерять цилиндр с помощью нутромера следует в нескольких местах. Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Места замера цилиндра нутромером.
Кто не знает как пользоваться индикаторным нутромером и кому нужно узнать, то могут кликнуть на ссылку чуть выше и почитать статью в отдельной вкладке. А вот в каких местах производить замеры изношенного цилиндра смотрим на рисунке слева.
Там видно, что точный диаметр цилиндра (как изношенного, так и расточенного для проверки качества) измеряется нутромером в четырёх поясах, но замеры этих поясов производим как в продольном, так и в поперечном направлении (крест-накрест), чтобы узнать не только износ в виде бочки, но и в виде овала.
А вообще проверка цилиндров на износ (и вообще пора ли их растачивать или они ещё поработают) заключается в том, не превышает ли их износ максимально допустимый — 0,15 мм (это для четырёхцилиндровых моторов с объёмом 1,5 — 2.0 литра, а для большекубатурных моторов зазоры могут быть чуть больше, а для малокубатурных зазоры могут быть чуть меньше и максимально допустимые значения можно узнать в мануале конкретного двигателя).
Перед замерами сначала следует настроить индикаторный нутромер на ноль и для настройки нутромера в раскрученных мастерских используется специальный калибр (кольцо из набора), но он не у всех есть, особенно у гаражных мастеров. Но не беда, ведь индикаторный нутромер вполне возможно выставить по диаметру цилиндра в той части, где он не изнашивается ( ведь в самом верху цилиндра любого мотора образуется ступенька, куда поршень не доходит при работе мотора).
Поэтому, по разнице замеров ( размеров) в не изношенном в самом верху месте и в остальных поясах можно судить о степени износа цилиндров.
Также, нутромер можно настроить и по микрометру, а размер на микрометре выставляется по мануалу вашего автомобиля, в котором указывается диаметр нового цилиндра, или по номеру очередного ремонта). Замерив цилиндр в четырёх поясах и в диаметрально противоположных направлениях записываем показания.
И если максимальная степень износа в середине цилиндра (в районе выработанных в середине стенок в виде бочки) превышает 0,15 мм., то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
После расточки хонингуем цилиндры блока только с помощью безобразивных брусков, и только они позволят не шаржироваться стенкам цилиндров вашего двигателя абразивной пылью и таким образом ваши кольца и поршни проработают положенный им ресурс — это важно и подробно я об этом уже писал в отдельной очень полезной статье о правильном капитальном ремонте вот здесь.
Там же описаны и правильные подготовительные операции перед расточкой блока цилиндров, которые так же позволят сделать ресурс отремонтированного мотора не хуже и даже лучше, чем у нового. Но о правильных подготовительных операциях я написал и здесь, чуть выше, в отдельном разделе — подготовка к расточке.
При хонинговке следует выдержать такой диаметр цилиндра (цилиндров), чтобы при установке выбранного ремонтного поршня зазор между ним и цилиндром был в пределах 0,025 — 0,045 мм. Как правило, по наружному диаметру новые поршни разбиты на пять классов А, В, С, D. E, через каждые 0,01 мм. Также следует напомнить, что наружная поверхность качественного поршня от любой авторитетной фирмы имеет сложную форму.
То есть по высоте форма поршня немного коническая (это можно проверить с помощью микрометра), а в поперечном сечении овальная, поэтому измерять диаметр нового поршня необходимо в плоскости, перпендикулярной поршневому пальцу и в районе пояса поршневого пальца.
Так же поршни по диаметру отверстия под поршневой палец делятся как правило на три класса 1 , 2, и 3 через каждые 0,004 мм., но у разных производителей могут быть и другие классы и размеры. Классы диаметров поршня и отверстия под поршневой палец обычно выбиваются на днище поршня.
Ещё следует учесть, что поршни делятся ещё на три группы по весу (массе) и разумеется на двигателе все поршни должны быть одинаковой группы по массе. А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
Ну и поршни ремонтных размеров для отечественных и некоторых импортных автомобилей и мотоциклов обычно изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром (может быть и больше). Стрелка на поршне показывает, что при установке в цилиндр она должна быть направленна в сторону распредвала.
Выше было описано то, что нужно знать новичкам, ну а что касаемо самого процесса расточки блока цилиндров, то описывать его нет смысла, лучше посмотреть видеоролики на эту тему, которые я опубликовал ниже. Но следует всё же написать основное, говоря простым языком, а именно:
Расточка блока цилиндров необходима для восстановления правильной геометрии изношенных цилиндров (то есть чтобы удалить бочку и овал), а также чтобы восстановить требуемый зазор между цилиндром и поршнем. Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
И разумеется зазор восстанавливают между новым ремонтным поршнем, который чуть больше по диаметру, и цилиндром. Для этого следует увеличить диаметр цилиндра с помощью расточки и хонинговки, в соответствии с наружным диаметром нового ремонтного поршня, плюс рабочий зазор. Ну и конечно же расточка уберёт и «бочку» и «овал» и как было сказано выше, восстановит правильную геометрию идеально ровного цилиндра.
Как было описано мной выше, среднее значение необходимого рабочего зазора у большинства серийных двигателей в пределах 0,04-0,05 мм. То есть говоря проще для новичков — это та величина рабочего зазора, на которую диаметр цилиндра должен быть больше наибольшего диаметра ремонтного поршня (как я уже говорил, измеряем наибольший диаметр на юбке поршня в месте перпендикулярном оси отверстия поршневого пальца), и рабочий зазор необходим чтобы поршень не заклинило в цилиндре от теплового расширения.
Зазор может быть и другим (например на большекубатурных моторах), в зависимости от диаметра цилиндров и поршней, а так же тепловой зазор зависит от материала поршня и разумеется, чем больше тепловое расширение материала поршня, тем больше должен быть рабочий зазор между поршнем и цилиндром двигателя. Раньше, когда поршни делали из такого же материала как и гильзы цилиндров, то есть из чугуна, рабочий зазор был очень мал, ведь тепловое расширение у гильзы и у поршня было практически одинаковым.
Кстати и сейчас, у самых современных двигателей, у которых блок цилиндров изготовлен из лёгкого сплава и имеет почти такое же тепловое расширение как и поршни, то есть блок цилиндров не имеет гильз, а имеет никасилевое покрытие, или ещё более современное покрытие керонайтом, рабочие зазоры соответственно меньше, чем у более старых чугунных блоков, или алюминиевых блоков с чугунными гильзами.
Конечно же любой грамотный расточник знает (или уточняет перед расточкой), какие должны быть рабочие зазоры между поршнем и цилиндром, в зависимости от материала цилиндров и их теплового расширения.
Но получить после расточки требуемый рабочий зазор между новым ремонтным поршнем и стенками цилиндров — это ещё не всё. Также обязательно следует добиться того, чтобы конусность и элипсность каждого цилиндра в блоке не превышали допустимые 0,01 мм.
Иначе в цилиндрах вашего двигателя не получится нужного рабочего зазора по всей поверхности стенок цилиндров и конечно же нормального прилегания поршневых колец к стенкам цилиндров по всей их поверхности. Ну и конечно же следует добиться того, чтобы все цилиндры были абсолютно параллельны относительно друг друга ( в пределах точности до 0,01 мм., по всей длине цилиндров). Иначе шатуны и поршни (а значит и вкладыши) будут работать с некоторым перекосом и будут изнашиваться неравномерно.
И ещё следует напомнить, что сама по себе качественная расточка цилиндров блока далеко не быстрая операция, ведь кроме учёта всех выше описанных мной важных нюансов и выверки положения блока цилиндров, относительно оси расточной головки станка, следует производить процесс растачивания стенок цилиндров с малой подачей, которая позволяет добиться нормального качества поверхности стенок цилиндров, а работа с малыми подачами требует определённого времени.
Но только учитывая все вышеописанные нюансы, можно гарантировать высокое качество расточки блока и всего ремонта вашего двигателя.
Совместить ось растачиваемого цилиндра с осью расточной головки совсем несложно с помощью подходящего по диаметру конуса, закрепляемого в шпинделе станка и опускаемого в цилиндр, и затем перепроверить соосность с помощью индикатора часового типа, так же закреплённого на шпинделе станка. И только после этого стоит закреплять блок к поверхности стола станка для дальнейшей расточки. Это показано в видеоролике чуть ниже. А вот другие проверочные операции (например добиться чтобы конусность и элипсность каждого цилиндра не превышали 0,01 мм.) сделать несколько сложнее.Оборудование для расточки блока цилиндров.
Ну и напоследок следует написать несколько слов о том, с помощью чего производят сам процесс расточки цилиндров двигателей.
Как известно многим, расточные станки (особенно от авторитетных фирм), которые используют для расточки и хонинговки блоков цилиндров, имеют не малую цену и недоступны большинству гаражных мастерских и даже многим СТО широкого профиля.
И такое оборудование могут позволить себе лишь раскрученные специализированные СТО и технические центры. А чтобы окупить дорогой станок достаточно быстро, потребуется постоянная загрузка станка. И выдержать напряжённый режим работы разумеется сможет только качественное оборудование от авторитетных фирм.К тому же качественное современное оборудование позволяет ускорить операции по настройке, расточке и хонинговке блоков в несколько раз, по сравнению с древним отечественным оборудованием. Чтобы понять на сколько быстрее, то следует отметить, что многие станки от европейских или американских производителей позволяют расточить четырёхцилиндровый блок цилиндров в течение 20-30 минут, при съеме слоя металла со стенок цилиндров до 0,5 мм (на диаметр).
До сих пор самым распространённым и надёжным были и остаются станки фирмы «Sunnen» американских производителей (например станок CV616). Их станки имеют целый ряд преимуществ перед отечественным оборудованием — высокая надёжность и производительность, описанная чуть выше, ну и разумеется достаточно высокая точность и простота настроек управления, а на современных станках наличие автоматики позволяет почти полностью автоматизировать процесс (например с помощью автоматической подачи хона на разжим брусков) при наличии заказов с одинаковыми параметрами.
К тому же некоторые станки, (например тот же CV616) позволяют без предварительной расточки сразу хонинговать стенки цилиндров под нужный окончательный диаметр цилиндров. Это существенно экономит время на обработку и электроэнергию.
Единственная задержка, и то в конце работы, нужна для быстрой смены брусков с более мелким зерном для финишного прохода (точнее для смены на специальные безабразивные щётки, которые не позволяют шаржироваться поверхности стенок цилиндров, как это происходит с обычными абразивными брусками, и в итоге поршневые кольца и сами поршни прослужат существенно дольше) .
Ну и естественно точность станков этой фирмы достаточно высока и позволяет добиться не только поверхности нужного класса шероховатости, но и конусности, а так же элипности цилиндров блока в пределах современных допусков, то есть не более 0,01 мм.
Ну и напоследок хочется отметить, что как правило вместе с расточкой блока в капремонт изрядно пробежавшего двигателя входит и шлифовка коленчатого вала с заменой вкладышей и подробно об этой операции желающие могут почитать вот здесь. Если же ваш двигатель имеет значительный пробег, то также не помешает произвести и ремонт постелей распределительного вала о котором я подробно описал в этой статье.
Вот вроде бы и всё, надеюсь эта статья о расточке блока цилиндров будет полезна, особенно новичкам, успехов всем.
suvorov-castom.ru
Расточка двигателя: процесс, методы, характеристика
Расточка двигателя — сложный технологический процесс, который направлен на ремонт или доработку силового агрегата. Зачастую, говоря народным языком, расточка необходима при проведении капитального ремонта или проведению тюнинга.

Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.

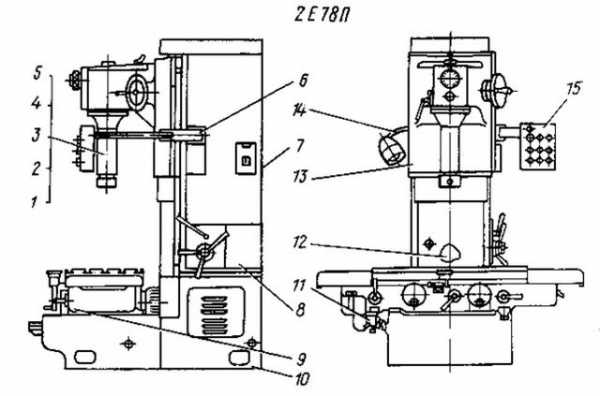
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.

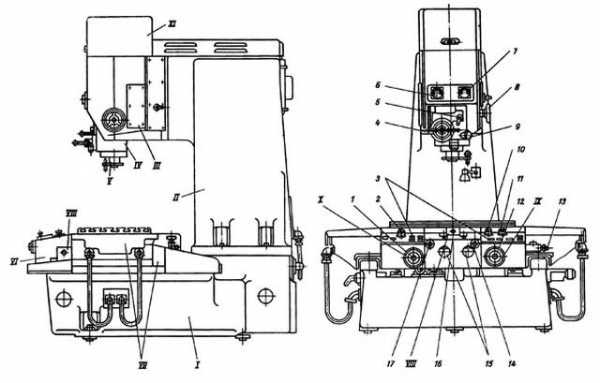
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.

А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
avtodvigateli.com
Как Расточить Двигатель
Блок цилиндров: растачиваем правильно.
Прежде чем строить какие-либопредположения и делать выводы, возьмем и установим блок цилиндров, подлежащийремонту, на стол расточного станка. На первый взгляд, достаточно найти центрокружности цилиндра, т. е. обеспечить соосность расточной головки и цилиндра,закрепить блок и приступать к расточке. Только давайте не будем торопиться —расточить мы всегда успеем. Сначала лучше подумаем, что бы мы хотели получить врезультате этой процедуры.
Зачем растачивать блок?
Для начала небольшое замечание:если целью растачивания цилиндров избрать только лишь увеличение их размера подремонтные поршни, то такая игра не стоит свеч — хороший импортныйхонинговальный станок, легко избавит нас от операции растачивания вообще.
Тогда зачем копья ломать? Тоже понятно — цилиндры могут быть изношенынеравномерно, да и блок в процессе длительной эксплуатации пусть
немного, но деформируется. Более того, при изготовлении блока не всегдасоблюдаются необходимые технологические требования, что приводит, к примеру, кнепаралельности осей цилиндров. Подобная картина, кстати, наблюдается не толькоу блоков отечественных автомобилей, но и у известных иномарок.
Так или иначе, но в результате расточки можно выправить геометрию самого«кривого» блока, другими словами, сделать оси цилиндров взаимно параллельными иодновременно перпендикулярными некоей базовой поверхности.
С первой задачей — обеспечением параллельности — обычно проблем не возникает.Как ни ставь блок на станке, как ни растачивай — параллельность будетобеспечена, если, разумеется, блок в процессе ремонта не переустанавливать настоле расточного станка.
Со второй задачей дело обстоит много хуже. Главный вопрос — где находится та самая«база», т. е. базовая поверхность, относительно которой надо растачиватьцилиндры? Ответ, вообще-то, известен — это образующие отверстий подшипниковколенчатого вала, так называемая постель. Именно к оси постели коленвала должныбыть перпендикулярны оси цилиндров в первую очередь. А во вторую? Нет, давайтевсе по порядку.
Мысленно представим блок цилиндров в сборе с коленчатымвалом, поршнями и шатунами. При вращении коленвала, очевидно, поршни будутсовершать возвратно-поступательное движение в цилиндрах.
Допустим, оси цилиндров не перпендикулярны оси постели подшипников коленвала.Сразу возникнет несколько очень неприятных явлений. Ось поршня перестанетсовпадать с осью цилиндра, и сам поршень в этом случае двигается в цилиндре вперекошенном состоянии. Это приводит к появлению дополнительной силы,изгибающей шатун, и, в конечном счете, к перекосу шатунного подшипника. Да ипоршневые кольца в «кривом» блоке хорошо работать не станут-высокое давлениекартерных газов и большой расход масла газов двигателю обеспечены.
Такая ситуация близка к возникающей при деформации шатуна (непараллельностиосей верхней и нижней головок). Естественно, говорить о каком-то ресурседвигателя с подобными дефектами бессмысленно, также как и о качестве такой работы.
Величина неперпендикулярности осей цилиндров к оси коленвала, влияющая наресурс двигателя, на наш взгляд, весьма невелика и составляет около 0,02—0,04мм на длине цилиндра. Превысить эти «сотки» очень просто. К примеру, приустановке блока на нижнюю плоскость перед расточкой плоскость «забыли» очиститьот старой прокладки. Один из углов блока приподнялся всего на 0,15—0,2 мм, арезультат уже налицо. Или такой пример: на хонинговальном станке цилиндр«гонится» прямым хонингованием сразу в последний ремонтный размер (+ 1,0 мм ). Перекос осицилиндра тогда вообще не прогнозируется, но то, что он выйдет за указанные намипределы, это точно.
Получается, что в продольномнаправлении (вдоль оси коленвала) перекос цилиндров практически недопустим,если мы говорим о качественном ремонте блока цилиндров. Обеспечить это можнотолько в том случае, если за базу при расточке брать постель коленвала. Ноэтого для правильной установки блока недостаточно.
В самом деле, постель-то круглая, поэтому в поперечном направлении необходимо«привязать» блок еще к какой-нибудь базовой поверхности. Такой базой вполнеможет служить верхняя плоскость блока — по ней можно точно выставить блок настанке так, чтобы оси цилиндров при расточке были перпендикулярны именно этойплоскости. Хотя большой точности здесь не требуется — от поперечного наклонацилиндра будет зависеть лишь минимальный припуск при расточке, обеспечивающийобработку всей поверхности цилиндра.
Как растачивают блоки
Как известно, теория может бытьвесьма хороша, но практика вносит свои коррективы. Обычно при расточке блокставят на нижнюю плоскость, полагая, что эта плоскость базовая, т. е. перпендикулярнаосям цилиндров и параллельна оси постели коленвала.
Далее положение блока на станке проверяют (в некоторых мастерских) по верхнейплоскости — в идеале она параллельна нижней и может быть также принята за базу.Иногда идут еще дальше: при поиске центра (оси цилиндра) проверяют с помощьюиндикатора положение стенки цилиндра по вертикали в двух направлениях —поперечном и продольном. При этом фактически исходят из того, что цилиндр не«косит», т. е. за базу выбирают, в конечном счете, образующую цилиндра.
Чаще всего никаких лишних измерений и проверок не делают — нет времени. Поэтомуставят блок на нижнюю плоскость и растачивают, настраиваясь по верхней частицилиндра.
К сожалению, ничего идеального в действительности не бывает. К примеру,плоскости отдельно взятого блока почему-то далеко не всегда параллельны постеликоленвала и друг другу, а перпендикулярность их осям цилиндров — тоже не вполнеустановленный факт, то есть только гипотеза. И если всю процедуру растачиванияцилиндров строить на гипотезах, то любая случайность легко может испортить вседело. Тем более что из каждого правила, не говоря уже о гипотезах, естьисключения.
Так или иначе, а получается парадокс: есть блок, есть расточной станок, аправильно расточить цилиндры трудно. Если же делать это совсем неправильно, тои результат непредсказуем — можно не то, что улучшить, а, наоборот, ухудшитьгеометрию блока. В такой ситуации даже «прямое», без расточки, хонингованиеможет показаться благом для блока — оно, по крайней мере, если и ухудшает исходнуюгеометрию, то не сильно, в разумных пределах.
Растачиваем? Только «от скалки»
Рассматривая достоинства и недостатки тех или иных способов выверкиблока на столе расточного станка, можно сделать однозначный вывод — все ониоснованы на допущении об идеальности многочисленных базовых поверхностей.Значит, как только одна из поверхностей начинает «косить», то результатрасточки цилиндров, а точнее, их взаимное расположение относительно осипостелей коленвала, уже нельзя уверенно признать правильным.
Где же выход? Да здесь же, под руками. Ведь если нельзя иначе, то почему бы непопробовать растачивать блок непосредственно от постели коленвала?
Все, что для этого требуется — шлифованный стержень (скалка) и две опоры.Изготовить эти приспособления совсем несложно, надо только точно выдержатьодинаковую высоту опор (это легко достигается их совместной обработкой). Тогдаскалка, закрепленная в опорах, при установке на стол станка оказываетсяпараллельной столу с точностью в 0,01 мм (такого не даст ни один из описанны?выше способов выверки блока!).
Осталось поставить блок цилиндров на скалку. Проверять положение блока впродольном направлении уже не надо — точнее, чем он стоит на скалке, непоставить. А вот в поперечном направлении его положение надо отрегулировать поверхней плоскости прижимами с помощью индикатора.
Ну а далее, как обычно: «прокатать» индикатором по верхней части цилиндра,чтобы найти центр, и растачивать, ни о чем более не беспокоясь.
И все. Качество работы гарантировано правильной технологией. Причем скалкауниверсальна, т. е. подойдет для всех блоков, у которых диаметр постели большедиаметра скалки. И совершенно незаменима для высокооборотных форсированныхдвигателей, особенно спортивных — для последних альтернативы расточке «отскалки» вообще не существует.
#1 Dima611
Users 120 сообщений
- Марка авто: 2112
- Откуда: Самара
Просмотр Гаража
Отправлено 09 Декабрь 2008 - 23:17
#2 profy
profy
Мастер
VIP Member 1?879 сообщений
- Марка авто: vaz-21104 у родителей, а сам на 21713 (люкс)
- Откуда: Омск
Просмотр Гаража
Как расточить блок цилиндров?

Практика, тем не менее, показывает, что на этапе растачивания можно допустить ошибки, сводящие на нет все преимущества данной технологии. Что это за ошибки и как их избежать? Попробуем разобраться.
Прежде чем строить какие-либо предположения и делать выводы, возьмем и установим блок цилиндров, подлежащий ремонту, на стол расточного станка. На первый взгляд, достаточно найти центр окружности цилиндра, т. е. обеспечить соосность расточной головки и цилиндра, закрепить блок и приступать к расточке. Только давайте не будем торопиться — расточить мы всегда успеем. Сначала лучше подумаем, что бы мы хотели получить в результате этой процедуры.
Скалка для расточного станка имеет весьма простую конструкцию - шлифованный стержень и две опоры.
Зачем растачивать блок?
Для начала небольшое замечание: если целью растачивания цилиндров избрать только лишь увеличение их размера под ремонтные поршни, то такая игра не стоит свеч — хороший импортный хонинговальный станок, как мы уже показали в статье, опубликованной в № 12/2001, легко избавит нас от операции растачивания вообще.
Тогда зачем копья ломать? Тоже понятно — цилиндры могут быть изношены неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, к примеру, к непараллельности осей цилиндров. Подобная картина, кстати, наблюдается не только у блоков отечественных автомобилей, но и у известных иномарок.
Так или иначе, но в результате расточки можно выправить геометрию самого «кривого» блока, другими словами, сделать оси цилиндров взаимно параллельными и одновременно перпендикулярными некоей базовой поверхности.
С первой задачей — обеспечением параллельности — обычно проблем не возникает. Как ни ставь блок на станке, как ни растачивай — параллельность будет обеспечена, если, разумеется, блок в процессе ремонта не переустанавливать на столе расточного станка.
Со второй задачей дело обстоит много хуже. Главный вопрос — где находится та самая «база», т. е. базовая поверхность, относительно которой надо растачивать цилиндры? Ответ, вообще-то, известен — это образующие отверстий подшипников коленчатого вала, так называемая постель. Именно к оси постели коленвала должны быть перпендикулярны оси цилиндров в первую очередь. А во вторую? Нет, давайте все по порядку.
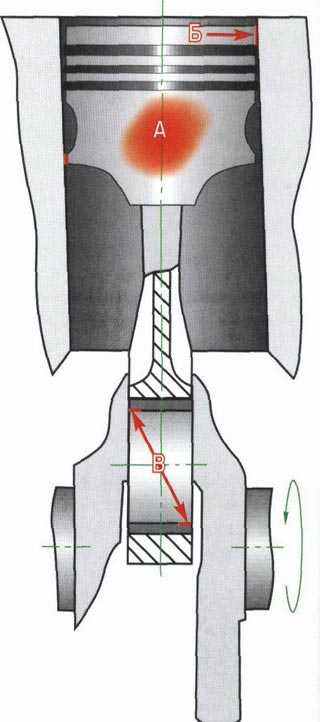
Перекос цилиндра в продольном направлении вызывает "диагональный" износ поршня (пятно контакта (А) юбки с цилиндром, пятно контакта (Б) огневого пояса с цилиндром) и "диагональный" износ вкладышей (В)
Как растачивают блоки
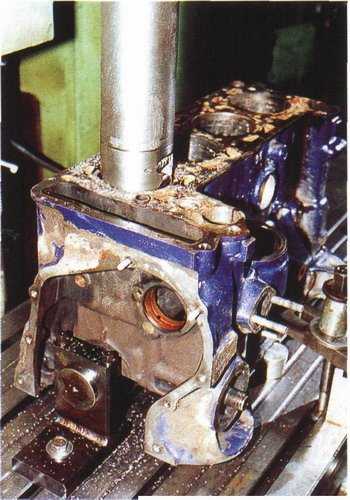
Как известно, теория может быть весьма хороша, но практика вносит свои коррективы. Обычно при расточке блок цилиндров ставят на нижнюю плоскость, полагая, что эта плоскость базовая, т. е. перпендикулярна осям цилиндров и параллельна оси постели коленвала.
Далее положение блока на станке проверяют (в некоторых мастерских) по верхней плоскости — в идеале она параллельна нижней и может быть также принята за базу. Иногда идут еще дальше: при поиске центра (оси цилиндра) проверяют с помощью индикатора положение стенки цилиндра по вертикали в двух направлениях — поперечном и продольном. При этом фактически исходят из того, что цилиндр не «косит», т. е. за базу выбирают, в конечном счете, образующую цилиндра.

Поставив блок на скалку, необходимо отрегулировать положение блока в поперечном направлении.
Чаще всего никаких лишних измерений и проверок не делают — нет времени. Поэтому ставят блок на нижнюю плоскость и растачивают, настраиваясь по верхней части цилиндра.
К сожалению, ничего идеального в действительности не бывает. К примеру, плоскости отдельно взятого блока почему-то далеко не всегда параллельны постели коленвала и друг другу, а перпендикулярность их осям цилиндров — тоже не вполне установленный факт, то есть только гипотеза. И если всю процедуру растачивания цилиндров строить на гипотезах, то любая случайность легко может испортить все дело. Тем более что из каждого правила, не говоря уже о гипотезах, есть исключения.
Так или иначе, а получается парадокс: есть блок, есть расточной станок, а правильно расточить цилиндры трудно. Если же делать это совсем неправильно, то и результат непредсказуем — можно не то, что улучшить, а, наоборот, ухудшить геометрию блока. В такой ситуации даже «прямое», без расточки, хонингование может показаться благом для блока — оно, по крайней мере, если и ухудшает исходную геометрию, то не сильно, в разумных пределах.
Поиск центра окружности цилиндра при расточке "от скалки" ничем не отличается от обычного при расточке от плоскости.
Растачиваем? Только «от скалки»
Рассматривая достоинства и недостатки тех или иных способов выверки блока на столе расточного станка, можно сделать однозначный вывод — все они основаны на допущении об идеальности многочисленных базовых поверхностей. Значит, как только одна из поверхностей начинает «косить», то результат расточки цилиндров, а точнее, их взаимное расположение относительно оси постелей коленвала, уже нельзя уверенно признать правильным.
Где же выход? Да здесь же, под руками. Ведь если нельзя иначе, то почему бы не попробовать растачивать блок непосредственно от постели коленвала?
Все, что для этого требуется — шлифованный стержень (скалка) и две опоры. Изготовить эти приспособления совсем несложно, надо только точно выдержать одинаковую высоту опор (это легко достигается их совместной обработкой). Тогда скалка, закрепленная в опорах, при установке на стол станка оказывается параллельной столу с точностью в 0,01 мм (такого не даст ни один из описанных выше способов выверки блока!).
Осталось поставить блок цилиндров на скалку. Проверять положение блока в продольном направлении уже не надо — точнее, чем он стоит на скалке, не поставить. А вот в поперечном направлении его положение надо отрегулировать по верхней плоскости прижимами с помощью индикатора.
Ну а далее, как обычно: «прокатать» индикатором по верхней части цилиндра, чтобы найти центр, и растачивать, ни о чем более не беспокоясь.
И все. Качество работы гарантировано правильной технологией. Причем скалка универсальна, т. е. подойдет для всех блоков, у которых диаметр постели больше диаметра скалки. И совершенно незаменима для высокооборотных форсированных двигателей, особенно спортивных — для последних альтернативы расточке блока цилиндров «от скалки» вообще не существует.
Осталось только расточить блок - качество работы обеспечено правильной технологией.
Расточка цилиндра на дому
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой - это износ цилиндра. Тут поступают всячески - либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит. Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего. Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за "косяки" и дефекты, полученные при попытке повтора содержимого этой статьи - автор ответственности не несет.
- Если вам менее 16 лет - работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях - процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты - тем лучше. У меня 550 об/мин.
Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет - то можно и в ней.
Надеюсь все проверили провода, состояние розеток. своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий - он же "фреза"(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. "Подмоткой" наждачной бумаги на этот вал даст нам определенный "захват" стачивания металла. То есть чем длиннее полотно, тем больше у нас "съедает" цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление "фрезы"
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги "10". "6". "5" и "0"(на тканной основе - на бумажной не подойдут). Сразу несколько оговорок - шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти "черновую" и вывести "на чистую воду". а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень.
Начнем - замерим штангенциркулем гильзу:

Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:

Отпилим получившееся:

Наметим примерно, где у нас имеется "больше мяса", и установим там нехитрую разметку и просверлим:

Тут же берем стамеску что побольше - и скалываем лишнее "мясо". Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:


Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель - затягивайте до скрипа в зубах - раскручиваться будет на ура. Посильнее затянешь - не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав "на газ" у дрели. Делайте чаще технологические перерывы. В перерывах - затягивайте все гайки. Если открутится - результаты могут оказаться плачевными.
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:

Потом форма напомнит нам цилиндрообразный предмет:

Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.

Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.

Типа того:

Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:

И нужно изготовить для него "защелку", то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь - ступил не туда куда нужно.
Я изготовил её деревянной:

И выглядело так:

Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать - в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели - она склонна убежать от вас!

Теперь посмотрим, как у нас будет рабочая зона:


Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).



Пихаем разными сторонами, чтобы понять - где и что мешает. Если цилиндр работал в рисковых режимах - значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра - отличное, но вот выработка:

То что вы видите на гильзе цилиндра, это грязь. То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем.


Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял - что точит надо совсем немного. Если поршень совсем не лезет - тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий "газ" на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом. отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет. Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина - это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с "10" зерна.


Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её. и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты - тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения "вперед" только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат :


Затем обязательно нужно цилиндр промыть в бензине. А после - смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье - можно и у машины блок расточить. Только кому это нужно будет - я не знаю.
Установка блока для расточки постели коленвала xvid
Описание:Описание отсутствует.
Ремонт постели коленчатого вала.flv
Описание:Ремонт постели коленчатого вала в компании Механика. СПб Московское шоссе д. 25
vaz-time24.ru
Как форсировать двигатель мотоцикла
Как форсировать двигатель мотоцикла? Чтобы форсировать двигатель мотоцикла пользуются разнообразными способами. Некоторыми из них можно пользоваться в домашних условиях, другими только в специализированных сервисах, занимающихся тюнингом мотоциклов. Одни методы относительны простоты и недороги, другие технологичны и по цене порой превосходят стоимость самого мотоцикла.
Перед тем как форсировать двигатель, надо снять ограничитель мощности, так как с ним процесс форсировки не имеет смысла. Часто роль ограничителя мощности играет ограничитель максимального количества оборотов. Его тоже надо убрать. После форсировки мотора, двигатель мотоцикла должен развить максимальную мощность и повысить значение крутящего момента на повышенных оборотах.
Как форсировать двигатель мотоцикла
Чип-тюнинг заключается в перепрограммировании управляющей системы, чтобы ей развивались высокие показатели. Для форсировки заменяют блок управляющий впрыском. Для его самостоятельной замены, не нужны специальные знания. Вам надо купить этот блок для мотоцикла с инструкцией, по установке, идущей в комплекте. Данным способом форсировки можно пользоваться исключительно на современных иностранных мотоциклах.
Если на мотоцикле карбюраторная система питания, чтобы его форсировать есть множество способов. Стандартный карбюратор можно расточить, увеличить диаметры жиклеров, окон, изменить настройки, или установить 2 карбюратора, для двухцилиндрового двигателя. При возможности покупки специально разработанного портативного карбюратора, его надо купить и установить.
Как форсировать двигатель мотоцикла — также надо произвести модернизацию выпускной системы форсируемого двигателя. Для этого следует произвести установку прямоточного глушителя. Более серьезный тип тюнинга состоит в установке новой спортивной выпускной системы. Чтобы ее установить лучше обратиться в сервис занимающийся тюнингом.
Турбонаддув является серьезным способом форсирования двигателя. Не для каждого мотоциклетного двигателя тюнинговыми фирмами производятся готовые варианты. Даже если имеется кит-комплект турбонагнетателя, лучше чтобы его устанавливал специалист.
При тюнинге цилиндро-поршневой группы двигателя, который форсируется, увеличивается степень сжатия мотора. С этой целью надо изменить камеру сгорания фрезерованием поршней, изменить ход поршней, установив спортивный коленвал. Также надо произвести регулировку фаз газораспределения и углов установки зажигания в соответствии с новой степенью сжатия. Учитывайте, что в большинстве случаев для монтажа компрессора или турбонаддува на двигателе понадобиться не увеличивать, а уменьшить степень сжатия.
 Кроме вышеперечисленных советов, как форсировать двигатель мотоцикла — можно купить и установить тюнинговые комплекты, которые обязательно нужны для форсирования двигателя.
Кроме вышеперечисленных советов, как форсировать двигатель мотоцикла — можно купить и установить тюнинговые комплекты, которые обязательно нужны для форсирования двигателя.
К ним относятся воздушный фильтр нулевого сопротивления, спортивная система зажигания и распредвал, работающий на повышенных и сверхповышенных оборотах и многие другие элементы. Все определяется степенью форсирования и финансовыми возможностями владельца.
Как форсировать двигатель мотоцикла мы объяснили — пробуйте!
Понравилась статья? Поделись с друзьями в соц.сетях!sochi-avto-remont.ru
Расточка блока в домашних условиях
Расточка блока цилиндров в домашних условияхНачинающие мастера, которые стараются все сделать своими руками, задают такой вопрос, можно ли в гаражных условиях шлифовать блок двигателя и как это сделать.Можно и самому расточить блок двигателя без станка, но это требует очень много времени и терпения, но сейчас я все таки растачиваю блок двигателя в специализированной мастерской, меньше хлопот. Но раньше частенько растачивал цилиндры мотоцикла сам, без станка ручной оправкой.
Этот способ расточки цилиндра можно применить, как для расточки машинного блока цилиндров, так и цилиндра мотоцикла.
Единственно Вам придется обратиться к токарю чтобы он выточил оправку, для расточки цилиндра она показана на рисунке.
Оправку для расточки цилиндра можно выточить из дерева, принцип вытачивания такой, собрались расточить цилиндр который имеет диаметр 76мм, то оправку надо выточить размером в диаметре 74мм, и длинней цилиндра миллиметров на 150 можно и больше.
После того как токарь выточит оправку, в ней надо просверлить отверстие для воротка, и ножовкой пропилить вдоль оправки паз глубиной миллиметров 10, как показано на рисунке.Процесс расточки цилиндра вручную
Сам процесс расточки несложный, но долгий и нудный, но если есть желание и стремление, то все получится.
Оправку сделали, осталось за малым, приобрести наждачную бумагу, наждачку желательно купить с крупным зерном и влагостойкую, и один или два листа мелкой наждачтки для набивки зеркала. Все приобрели, приступайте к самой расточки цилиндра, вставьте в паз наждачку и оберните ей оправку, обильно смажьте наждачку маслом вставляйте в цилиндр, и начинайте вращать оправку с наждачкой в цилиндре.
Рис. самодельная оправка для расточки блока
самодельная оправка для расточки блока
А теперь самое главное, как правильно расточить цилиндр под ремонтный размер, обмотали оправку наждачкой, попробуйте вставить ее в цилиндр, если оправка с наждачкой легко войдет в цилиндр, то под наждачку подложите бумагу, добейтесь того чтобы оправка с наждачкой входила в цилиндр туго при помощи вращения. Но не забывайте обильно смазывать наждачку маслом, с маслом цилиндр хорошо растачивается и наждачка не забивается. По мере того как оправка с наждачкой начнет вращаться легко, подкладывайте под наждачку еще бумагу. По мере расточки цилиндра, пробуйте вставлять ремонтный поршень, и как только поршень начнет туго входить в цилиндр, берите наждачку с мелким зерном, и набивайте зеркало.
Если растачивайте цилиндр для машины, то желательно чтобы поршень в цилиндре двигался не очень плотно но стоял в цилиндре и не перемещался под собственным весом.
При расточки цилиндра мотоцикла, растачивайте цилиндр так чтобы поршень в цилиндре не болтался, но и двигался легко, так как в мотоцикле воздушное охлаждение и цилиндр нагревается намного сильней и при плотной расточки цилиндра поршень будет клинить при нагреве, и обкатка мотоцикла превратиться в мучение.
Надеюсь мой опыт по расточки цилиндра поможет Вам самостоятельно расточить цилиндр.
samodelo.ucoz.ru