Форсировка Минского Двигателя. Форсировка двигателя мотоцикл минск
Форсировка двигателя мотоцикла Минск | Советские мотоциклы
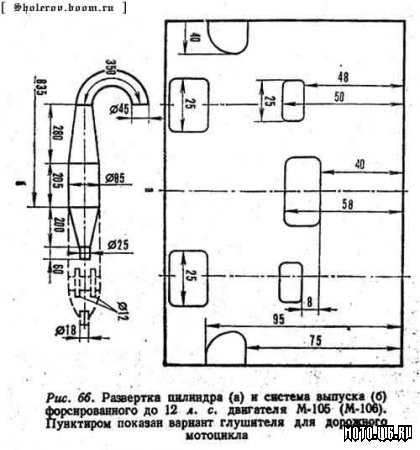
Двигатель нужно разобрать. С картером двигателя следует произвести следующие работы: вставить и надежно закрепить кольца в обе половинки картера, уменьшив диаметр кривошипной камеры до 121 мм,сменить сальники, чтобы они выдерживали давление в кривошипной камере не менее 0,8 кг/см2. В цилиндре двигателя установить фазы: выпуска — 164°, продувки — 108° и впуска — 128° (рис. 66).
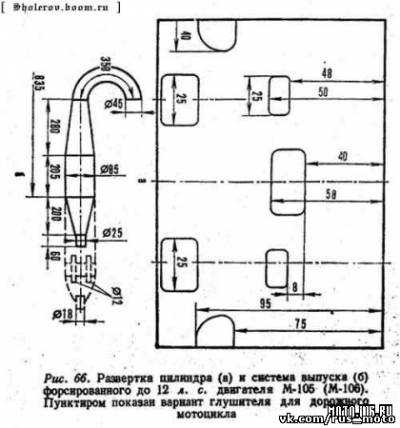
Увеличить степень сжатия до е = 9,5. Установить карбюратор К—36 И с диаметром диффузора 27 мм, главный жиклер должен быть с пропускной способностью не менее 250 см3/мин. Продувочные окна в поршне следует распилить до 25 мм (рис. 67), чтобы они совпадали с продувочными окнами в цилиндре двигателя.
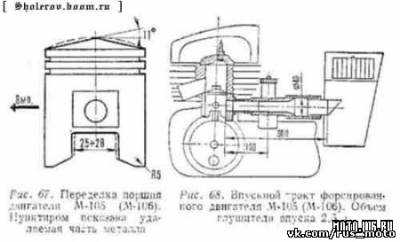
Для увеличения эффекта наддува суммарная длина впускной трубы должна быть 300 мм (длина впускного патрубка от зеркала цилиндра до карбюратора 100 мм; длина трубы с внутренним диаметром 40 мм, между карбюратором и воздухоочистителем составляет 150мм (рис. 68). Зажигание от генератора Г-416 работает плохо из-за перебоев на больших оборотах. Для нормальной работы двигателя рекомендуется установка магнето М-24Г. Опережение зажигания 2,2—2,5 мм до в.м.т. Свеча ПАЛ-14-8 или БОШ-260-280.
В коленчатом валу следует заменить бронзовый сепаратор нижней головки шатуна на другой, например, дюралевый (Д-16Т, В-95) или на изготовленный из цианированной стали (можно и из стали 45 без термообработки) с последующим посеребренном поверхности. После обкатки и окончательной регулировки двигатель развивает мощность 12 л.с. и имеет отличную приемистость.
Форсированные двигатели для мотокросса М-105, М-106 и М2-125. Поршень с двумя L образными кольцами и смещенными бобышками поршневого пальца на 7 мм вверх (по сравнению со стандартным- размером). Диаметр щек коленчатого вала 120 мм. Длина шатуна по центрам 125 мм. Длина юбки поршня 62,5мм, со стороны впуска юбка поршня обрезана на 1 мм и равна 61,5 мм. Степень сжатия е = 15.
Следует обратить особое внимание на обработку каналов цилиндра, их пропускную способность и правильность углов выхода продувки (рис. 69).

Головка со смещенной сферой "жокейская шапочка". Зажигание от магнето. Рекомендуемое опережение зажигания 2,2—2,3 мм до в.м.т. Свеча ПАЛ 14—15. Бензин Б-95, Б-100. А-98. Масло МС-20 в пропорции 1 :20. На двигатель устанавливается один карбюратор с диаметром диффузора 28 мм. Длина патрубка от зеркала цилиндра до центра распылителя равна 135 мм. Общая длина впускного тракта равна 170 мм.
Обязательно установить большой воздушный фильтр (объем резервуара 2,5—3 л) с бумажными фильтрующими элементами. После проведения всех работ по форсировке, обкатке и доводке двигателя максимальная мощность 14— 15 л. с. при n = 6600—6800 об/мин. Подобный этому двигатель можно довести до 20 л. с., повысив обороты до 9000 об/мин. Но для этого потребуется специальный коленчатый вал, поршень, кольца и более высокие фазы газораспределения, новый глушитель и карбюратор.
Источник: книга Григорьева "Мотоцикл без секретов"
xn----ctbjaolrjhaxdmh.xn--p1ai
Форсировка двигателя мотоцикла Минск - Тюнинг - Минск - Каталог статей - KeyMoto
Двигатель нужно разобрать. С картером двигателя следует произвести следующие работы: вставить и надежно закрепить кольца в обе половинки картера, уменьшив диаметр кривошипной камеры до 121 мм,сменить сальники, чтобы они выдерживали давление в кривошипной камере не менее 0,8 кг/см2. В цилиндре двигателя установить фазы: выпуска — 164°, продувки — 108° и впуска — 128° (рис. 66).
Увеличить степень сжатия до е = 9,5. Установить карбюратор К—36 И с диаметром диффузора 27 мм, главный жиклер должен быть с пропускной способностью не менее 250 см3/мин. Продувочные окна в поршне следует распилить до 25 мм (рис. 67), чтобы они совпадали с продувочными окнами в цилиндре двигателя.
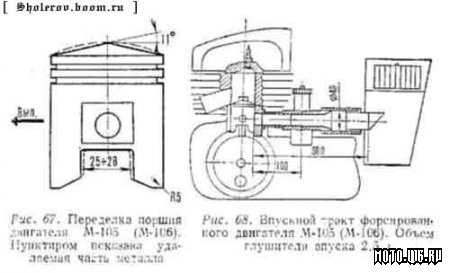
Для увеличения эффекта наддува суммарная длина впускной трубы должна быть 300 мм (длина впускного патрубка от зеркала цилиндра до карбюратора 100 мм; длина трубы с внутренним диаметром 40 мм, между карбюратором и воздухоочистителем составляет 150мм (рис. 68). Зажигание от генератора Г-416 работает плохо из-за перебоев на больших оборотах. Для нормальной работы двигателя рекомендуется установка магнето М-24Г. Опережение зажигания 2,2—2,5 мм до в.м.т. Свеча ПАЛ-14-8 или БОШ-260-280.
В коленчатом валу следует заменить бронзовый сепаратор нижней головки шатуна на другой, например, дюралевый (Д-16Т, В-95) или на изготовленный из цианированной стали (можно и из стали 45 без термообработки) с последующим посеребренном поверхности. После обкатки и окончательной регулировки двигатель развивает мощность 12 л.с. и имеет отличную приемистость.
Форсированные двигатели для мотокросса М-105, М-106 и М2-125. Поршень с двумя L образными кольцами и смещенными бобышками поршневого пальца на 7 мм вверх (по сравнению со стандартным- размером). Диаметр щек коленчатого вала 120 мм. Длина шатуна по центрам 125 мм. Длина юбки поршня 62,5мм, со стороны впуска юбка поршня обрезана на 1 мм и равна 61,5 мм. Степень сжатия е = 15.
Следует обратить особое внимание на обработку каналов цилиндра, их пропускную способность и правильность углов выхода продувки (рис. 69).
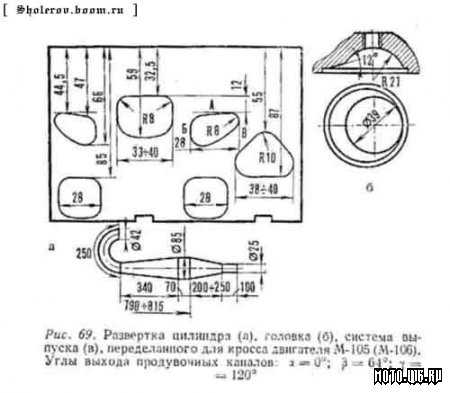
Головка со смещенной сферой "жокейская шапочка". Зажигание от магнето. Рекомендуемое опережение зажигания 2,2—2,3 мм до в.м.т. Свеча ПАЛ 14—15. Бензин Б-95, Б-100. А-98. Масло МС-20 в пропорции 1 :20. На двигатель устанавливается один карбюратор с диаметром диффузора 28 мм. Длина патрубка от зеркала цилиндра до центра распылителя равна 135 мм. Общая длина впускного тракта равна 170 мм.
Обязательно установить большой воздушный фильтр (объем резервуара 2,5—3 л) с бумажными фильтрующими элементами. После проведения всех работ по форсировке, обкатке и доводке двигателя максимальная мощность 14— 15 л. с. при n = 6600—6800 об/мин. Подобный этому двигатель можно довести до 20 л. с., повысив обороты до 9000 об/мин. Но для этого потребуется специальный коленчатый вал, поршень, кольца и более высокие фазы газораспределения, новый глушитель и карбюратор.
moto-rus.ucoz.ru
Каталог мотоциклов характеристики цена фото
Форсируем двигатель
Каждый год армия мотоспортсменов пополняется новичками. Но не всем желающим и не сразу удается сесть на спортивную машину — их часто не хватает в клубах. Выход между тем есть — переделка дорожных мотоциклов. Так поступают многие. Реконструкция ходовой части обычно не вызывает затруднений. Сложнее с двигателем, в который приходится вносить изменения, требующие определенной квалификации. В помощь молодым спортсменам мы публикуем сегодня материалы о форсировке дорожных моторов для машин — 125 см3. Они рассчитаны не только на мотоциклистов, но и на картингистов. Следует иметь в виду, что ресурс двигателя после переделки уменьшается почти пропорционально степени форсировки.
Девять лошадиных сил!
Еще недавно эта мощность для 125-кубового минского мотора М-105 была почти предельной, а ныне ею обладают новые серийные двигатели М-106 устанавливаемые на дорожные мотоциклы. Благодаря значительному увеличению количества и площади ребер на цилиндре и головке улучшилось охлаждение и появилась возможность дальнейшего форсирования мотора для спортивных целей.
Мы расскажем о самом простом варианте форсировки. позволяющем достигнуть 10,3—10,8 л. с. при 5700 — 6200 об/мин. Он рассчитан прежде всего на ту, довольно значительную группу гонщиков, которые делают только первые шаги в спорте и не располагают ни большим опытом в подготовке машин, ни оборудованием кроме того, что можно встретить в средней механической мастерской.
Некоторые мотоциклисты считают, что повышение степени сжатия самый эффективный способ сделать мотор мощнее. В действительности это не совсем так. Если повысить степень сжатия только уменьшением объема камеры сгорания (подрезкой головки, например), то прирост мощности будет незначительным, а при чрезмерном увеличении степени сжатия вообще нарушится работа двигателя. Поэтому, чтобы добиться ощутимого эффекта, одновременно изменяют фазы газораспределения (переделывают окна в цилиндре), камеру сгорания, системы впуска и выпуска, карбюратор.
Для переделки берут обкатанный двигатель, когда есть уверенность, что все его детали и механизмы работают нормально.
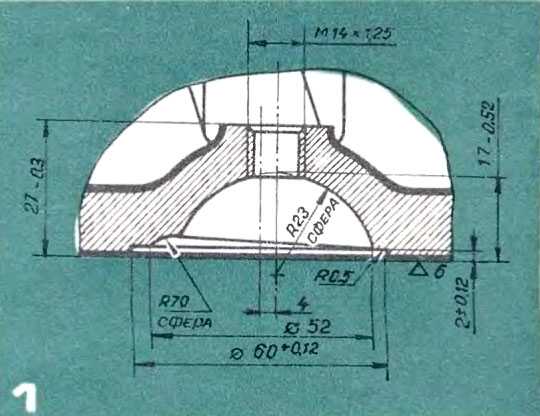
Рис. 1. Дополнительная обработка головки цилиндра.
Начнем с камеры сгорания. Чтобы получить нужную степень сжатия — 10,7 — 11,5, переделываем головку согласно рис. 1. Выбранная форма камеры со смещенной сферой (ее называют «жокейской шапочкой») наиболее подходит для нашего двигателя. Кстати, убедиться, что одно лишь увеличение степени сжатия почти ничего не дает, можно, опробовав эту головку со свечой ПАЛ 14—13 (калильное число 310 — 370).
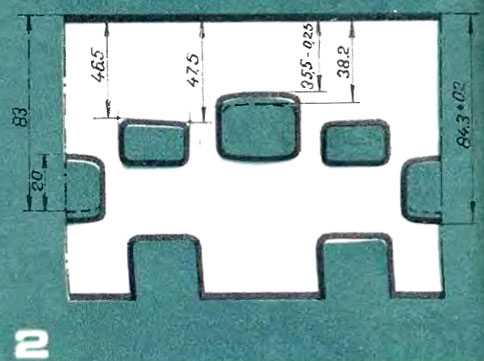
Рис. 2. Развертка цилиндра. Пунктиром показаны старые конфигурации окон.
Цилиндр, предназначенный для переделки, не должен иметь никаких дефектов на рабочей поверхности. Разделываем окна в нем согласно рис. 2 и снимаем фаски размерами 0.3 — 0.4x30 с их кромок. чтобы ослабить стук и увеличить надежность работы колец. Затем шлифуем мелкой шкуркой поверхность каналов цилиндра — это сократит сопротивление движению газов.
Ставим цилиндр на картер и по отпечатку на бумажной прокладке проверяем совпадение продувочных каналов. Этой важной «мелочью» начинающие спортсмены нередко пренебрегают.
Серийный карбюратор К-36С не обеспечивает приготовление смеси в нужном количестве. Поэтому вместо него ставим карбюратор К-28Д с переходным патрубком Необходимые для его изготовления размеры приведены на Рис. 3.
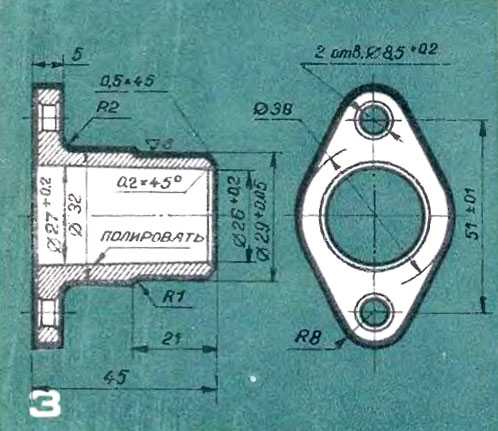
Рис. 3. Впускной патрубок.
С целью улучшить наполнение цилиндра смесью и "очистку его от продуктов сгорания, что заметно влияет на мощность двигателя, делаем новые глушитель (рис. 4) и воздухоочиститель (рис. 5).
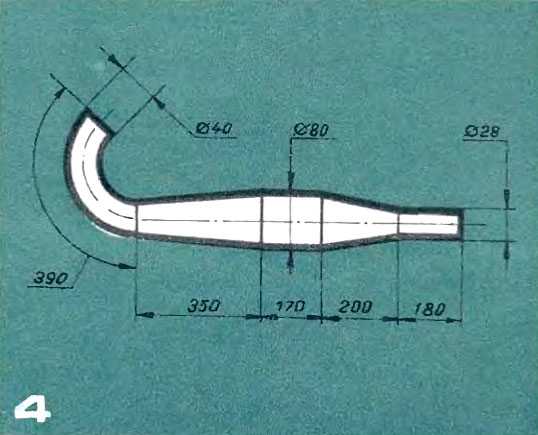
Рис. 4. Глушитель.
При доводке двигателя для получения наибольшей мощности можно попробовать укоротить заднюю трубу глушителя до 156 мм.
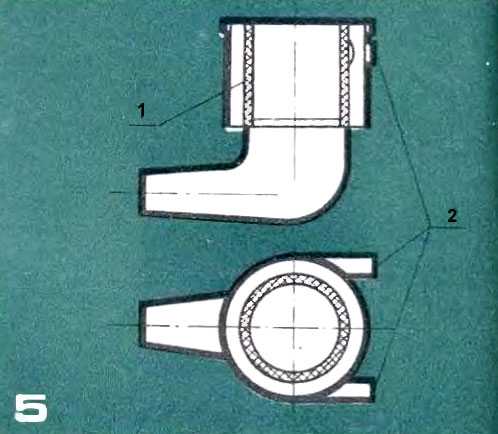
Рис. 5. Схема воздухоочистителя: 1 — фильтрующий элемент; 2 — заборники воздуха.
В воздухоочистителе используем бумажный воздушный фильтр (например, от мотоциклов Ява или Чезет ), обладающий малым сопротивлением и высокой очищающей способностью. Корпус воздухоочистителя сконструирован таким образом, чтобы при обратном выбросе из карбюратора смесь не попадала нафильтр. Размеры корпуса определяем по имеющемуся фильтру.
Надежную передачу увеличившегося крутящего момента обеспечиваем, заменив четыре диска сцепления с пробковыми вкладышами шестью пластмассовыми (от ковровских мотоциклов) и добавив еще два стальных ведомых диска.
При сборке двигателя особое внимание следует обратить на чистоту отверстий в картере, через которые масло поступает к правому коренному подшипнику.
Форсированный таким образом мотор хорошо работает на бензине с октановым числом не ниже 80. Масло желательно применять авиационное типа МС. Наивыгоднейшее опережение зажигания лежит в пределах 2,7 — 3,0 мм.
Обкатывать переделанный двигатель нужно осторожно, особенно если были установлены новые цилиндр, поршень, кольца. Без нагрузки ни в коем случае не давайте больших оборотов! В противном случае подшипник нижней головки шатуна очень быстро выйдет из строя.
После обкатки приступают к окончательной регулировке двигателя, которая должна обеспечить максимальную мощность. С чего здесь начать?
Прежде всего ставят главный жиклер с заведомо большей пропускной способностью и новую или совершенно чистую свечу. Прогрев двигатель, проезжают на шоссе 0,5 — 0,8 километра с полностью поднятым дросселем карбюратора («на полном газу») и. быстро опустив дроссель. выключив сцепление и зажигание, останавливаются. Вывертывают и внимательно осматривают свечу. Если цвет электродов и юбки изолятора белый или светло-серый — значит смесь бедная и отверстие жиклера надо увеличить: если электроды коричневые — смесь богатая. При соответствующем двигателю жиклере юбка изолятора будет кирпично-коричневого цвета, а электроды — темно-серые, почти черные.
Подобрав главный жиклер, регулируют карбюратор, добиваясь равномерной работы двигателя и наилучшей приемистости. Для этого сначала пользуются упорным винтом качества смеси, а затем выбирают подходящее положение дозирующей иглы. Если карбюратор отрегулирован правильно, то на холостых оборотах двигатель работает устойчиво. а при подъеме дросселя быстро и ровно (без провалов) набирает обороты.
Подготовку двигателя заканчивают подбором свечи зажигания, наиболее надежно воспламеняющей смесь на всех режимах.
Ю. УРУСОВ начальник бюро двигателей Минского мотовелозаводаг. Минск
1972N09P20-21
bazamoto.ru
| Для многих мотоциклистов "Минск" стал "школьной партой". Немалое число этих мотоциклов в относительно живом еще состоянии попросту брошены в гаражах и сараях. Однако и они еще могут послужить, например, идеальным объектом для приобретения навыков и отработки различных технических решений. Сегодня своим опытом доводки минского двигателя делится Владимир Тураев - картингист и мотокроссмен из Павлограда. Его вариант интересен, в первую очередь, своей доступностью. Разумеется, не следует ждать от мотора слишком многого - в лучшем случае он отдаст 15 л.с. Но при этом он станет экономичнее, а, может быть, даже и долговечнее(за счет тщательности выполнения работ). Еще один плюс предлагаемого пути - возможность" частичной" доработки двигателя, соразмерно своим силам и возможностям. Естественно, что и результаты тоже будут частичными. Обратите внимание на то, что работы по цилиндру или должны быть выполнены полностью, или не должны начинаться вовсе; аналогичные ситуации с головкой цилиндра и с парой коленвал - картер. Кроме того, не стоит возиться с коленвалом, если предварительно не доведен цилиндр. И последнее, что следует помнить, - успех работы пропорционален тщательности её выполнения. Небрежность может легко перечеркнуть все труды. Не пренебрегайте предупреждениями, относитесь к делу внимательно! Перефразируя Гоголя, можно сказать: "И какой же русский (читай - белорус, украинец, казах и т.д.) не любит мощный мотор!" Предлагаю Вашему вниманию мой вариант "поджатого стандарта". Это минский двигатель с минимальными переделками родных деталей. Сделать "крутой" мотор на коленке, мягко говоря, сложно, поэтому приготовьтесь к применению и станков, и приспособлений, и самое главное - смекалки и слесарных навыков. Ибо доводка двигателей - дело, граничащее с искусством. Для начала определимся с его состоянием. Если он новый и обкатанный - отлично! Если он старый, тоже ничего - затяните поясок, приобретите коленвал, поршень с кольцами, подшипники и манжеты. Цилиндр Гильза минского мотора залита в рубашку и провернуть её или выпрессовать невозможно, поэтому добиваться совпадения окон в гильзе с каналами в рубашке цилиндра следует снятием металла. Помните, что толщина стенок рубашки цилиндра и горловины картера должна оставаться не менее 3 мм. Обработка каналов - довольно трудоемкий процесс, а облегчить его позволят бормашина с набором фрез-шарошек, абразивных шарошек и различные шаберы (плоский, трехгранный) (рис.1) Конечная цель доработки продувочных каналов - добиться их симметричности и высокой частоты поверхности. Полировать каналы не обязательно, однако поверхность их должна быть гладкой как на вид, так и на ощупь. Помните, не следует изменять высоту верхних пропускных окон - это может ухудшить характеристику двигателя, если соответственно не изменять и другие окна. Кроме верхних окон, в пропускных каналах следует оставить неизменным и вертикальным угол продувки (рис. 3). Моя методика измерения углов такова. Из мягкой проволочки диаметром 2…3 мм делаем "клюшку" с изогнутым почти под прямым углом кончиком длиной 10…12 мм и, вкладывая этот кончик в продувочный канал, добиваюсь прилегания "клюшки" как к "потолку" канала, так и к зеркалу цилиндра (рис. 4). Горизонтальные углы продувки определяют опять же "клюшкой", но на этот раз прикладывают её к боковым стенкам канала, а загнутый кончик указывает место выхода канала на заднюю стенку гильзы. (В действительности потребуется набор клюшек разной длины - ред) Величина "А" (рис. 5) смещения вершины угла от продольной оси гильзы колеблется от 0 до 10 мм и должна быть одинакова для обоих каналов. Величина "В" (рис. 5) - расстояние от кромки выпускного окна до передней кромки перепускного окна тоже является одной из величин контроля симметрии каналов. Передняя кромка перепускного окна должна быть острой (см. рис. 5, выноска 1), чтобы продувочная струя "отрывалась" от стенки канала без завихрений. Нижнюю кромку верхнего продувочного окна следует опилить по радиусу, примерно равному толщине гильзы так, чтобы продувочная струя была касательна к поверхности поршня в точке отрыва от окна (рис. 3). Верхнюю кромку нижнего перепускного окна тоже следует опилить по радиусу (рис. 3). Ввиду того, что отверстия в рубашке цилиндра значительно больше диаметра шпилек, возможно смещение, а значит, и несовпадение перепускных каналов по привалочной плоскости цилиндра. Для обеспечения однозначной сборки изготавливается шпилька с центрирующим буртиком (рис. 6). Материал шпильки - сталь 20. Проверьте, свободно ли входит юбка цилиндра в собранный без прокладки картер. Если нет - снимите шабером лишний металл в горловине картера. Гильза должна входить без натяга. Теперь можно подгонять рубашку цилиндра по центрирующей шпильке. Перепускные каналы по разъему "рубашка-картер" подгоняются с помощью шаблона, повторяющего контур перепускных каналов рубашки. Юбка гильзы ни в коем случае не должна перекрывать перепускные каналы. При наличии перемычки её удаляют и подгоняют окна в гильзе соответственно окнам в картере. В отличие от перепускных, выпускное окно можно немного "распилить", но лишь для того, чтобы выровнять поверхность. Важно, чтобы был плавный, без ступенек переход от круглого диффузора к прямоугольному, с закруглениями, выпускному окну. Выпускной канал необходимо не только хорошо выровнять, но и обязательно отполировать, что позволит до минимума снизить торможение газа на выпуске. При подпиливании верхней и нижней кромок окна можно придать ему овальную форму (рис. 7). Фаски (рис. 8) как на выпускном, так и на верхней перепускных окнах смягчают переходом поршневых колец через их поперечные кромки. С поршневых колец тоже следует снять фаски (рис. 9), желательно на алмазном круге, так как он обеспечивает малую шероховатость. Кольца следует покрыть матовым хромом толщиной 50…80 микрон (мкм). Зазор в замке кольца должен остаться прежним - подпилите его до 0,2…0,3 мм. Поверхность гильзы цилиндра обрабатывается шлифовкой, хонингованием или притиркой. Шероховатость поверхности Ra 0,32, отклонением от цилиндричности до 0,01 мм. Зазор между юбкой поршня и зеркалом цилиндра 0,04…0,05 мм измеряется достаточно точно при помощи набору щупов. Поршень Окна в юбке поршня должны соответствовать окнам в юбке гильзы. Все кромки на юбке поршня радиусом 0,5 мм. В нижней мертвой точке поршень не должен закрывать нижнюю кромку верхнего перепускного окна. В противном случае либо снимаются лыски (рис. 10), либо протачивается головка поршня по радиусу 70 мм на необходимую величину. Днище поршня после проточки должно быть не тоньше 5 мм. Поскольку шатун центрируется по цилиндру, торцы бобышек обработайте на фрезерном станке (рис. 11). Размер "А" для обеих бобышек не должен отличаться более чем на 0,1 мм. Шайбы поз. 4 изготавливаются из стали 40X, калятся до твердости 45…50 по НРСа и шлифуются с торцов. Поршневой палец облегчается проточками на конус (см. рис. 11). Длина внутренней цилиндрической части должна быть на 2…3 мм больше длины роликов верхнего игольчатого подшипника. Толщина стенки с торцов пальца - 1…1,5 мм. При доработке пальца берегите его рабочую поверхность от повреждений. Для работы понадобится бормашина "Гном" с набором фрез-шарошек и абразивных камней. В верхнем продувочном окне хорошо виден выступ рубашки цилиндра, который нужно удалить. Продувочный канал: 1-верзняя кромка верхнего пропускного окна; 2-касательная к поршню; 3-поршень; 4-верхняя кромка нижнего пропускного окна. Стрелками указано направление продувочной струи. Определение вертикального угла продувки при помощи "клюшки". Рабочая схема доводки продувки: 1-продувочный канал; 2-рубашка цилиндра; 3-гильза цилиндра. Дополнительное центрирование цилиндра шпилькой: 1-гильза цилиндра; 2-рубашка цилиндра; 3-шпилька; 4-центрирующий буртик; 5-картер. Выпускное окно. Тонкой линией указана форма старого окна. Размер 60 мм указан от верхнего торца цилиндра. Фаски для облегчения работы колец. Доработка поршневого кольца. Согласование формы днища поршня с продувкой. Выделенную жирной линией часть поршня удалить. Поршень в сборе с шатуном: 1-стопорное кольцо; 2-поршень; 3-палец; 4-шайба; 5-сепаратор; 6-шатун; 7-ролик. |
xn----ctbjaolrjhaxdmh.xn--p1ai
| Для многих мотоциклистов "Минск" стал "школьной партой". Немалое число этих мотоциклов в относительно живом еще состоянии попросту брошены в гаражах и сараях. Однако и они еще могут послужить, например, идеальным объектом для приобретения навыков и отработки различных технических решений. Сегодня своим опытом доводки минского двигателя делится Владимир Тураев - картингист и мотокроссмен из Павлограда. Его вариант интересен, в первую очередь, своей доступностью. Разумеется, не следует ждать от мотора слишком многого - в лучшем случае он отдаст 15 л.с. Но при этом он станет экономичнее, а, может быть, даже и долговечнее(за счет тщательности выполнения работ). Еще один плюс предлагаемого пути - возможность" частичной" доработки двигателя, соразмерно своим силам и возможностям. Естественно, что и результаты тоже будут частичными. Обратите внимание на то, что работы по цилиндру или должны быть выполнены полностью, или не должны начинаться вовсе; аналогичные ситуации с головкой цилиндра и с парой коленвал - картер. Кроме того, не стоит возиться с коленвалом, если предварительно не доведен цилиндр. И последнее, что следует помнить, - успех работы пропорционален тщательности её выполнения. Небрежность может легко перечеркнуть все труды. Не пренебрегайте предупреждениями, относитесь к делу внимательно! Перефразируя Гоголя, можно сказать: "И какой же русский (читай - белорус, украинец, казах и т.д.) не любит мощный мотор!" Предлагаю Вашему вниманию мой вариант "поджатого стандарта". Это минский двигатель с минимальными переделками родных деталей. Сделать "крутой" мотор на коленке, мягко говоря, сложно, поэтому приготовьтесь к применению и станков, и приспособлений, и самое главное - смекалки и слесарных навыков. Ибо доводка двигателей - дело, граничащее с искусством. Для начала определимся с его состоянием. Если он новый и обкатанный - отлично! Если он старый, тоже ничего - затяните поясок, приобретите коленвал, поршень с кольцами, подшипники и манжеты. Цилиндр Гильза минского мотора залита в рубашку и провернуть её или выпрессовать невозможно, поэтому добиваться совпадения окон в гильзе с каналами в рубашке цилиндра следует снятием металла. Помните, что толщина стенок рубашки цилиндра и горловины картера должна оставаться не менее 3 мм. Обработка каналов - довольно трудоемкий процесс, а облегчить его позволят бормашина с набором фрез-шарошек, абразивных шарошек и различные шаберы (плоский, трехгранный) (рис.1) Конечная цель доработки продувочных каналов - добиться их симметричности и высокой частоты поверхности. Полировать каналы не обязательно, однако поверхность их должна быть гладкой как на вид, так и на ощупь. Помните, не следует изменять высоту верхних пропускных окон - это может ухудшить характеристику двигателя, если соответственно не изменять и другие окна. Кроме верхних окон, в пропускных каналах следует оставить неизменным и вертикальным угол продувки (рис. 3). Моя методика измерения углов такова. Из мягкой проволочки диаметром 2…3 мм делаем "клюшку" с изогнутым почти под прямым углом кончиком длиной 10…12 мм и, вкладывая этот кончик в продувочный канал, добиваюсь прилегания "клюшки" как к "потолку" канала, так и к зеркалу цилиндра (рис. 4). Горизонтальные углы продувки определяют опять же "клюшкой", но на этот раз прикладывают её к боковым стенкам канала, а загнутый кончик указывает место выхода канала на заднюю стенку гильзы. (В действительности потребуется набор клюшек разной длины - ред) Величина "А" (рис. 5) смещения вершины угла от продольной оси гильзы колеблется от 0 до 10 мм и должна быть одинакова для обоих каналов. Величина "В" (рис. 5) - расстояние от кромки выпускного окна до передней кромки перепускного окна тоже является одной из величин контроля симметрии каналов. Передняя кромка перепускного окна должна быть острой (см. рис. 5, выноска 1), чтобы продувочная струя "отрывалась" от стенки канала без завихрений. Нижнюю кромку верхнего продувочного окна следует опилить по радиусу, примерно равному толщине гильзы так, чтобы продувочная струя была касательна к поверхности поршня в точке отрыва от окна (рис. 3). Верхнюю кромку нижнего перепускного окна тоже следует опилить по радиусу (рис. 3). Ввиду того, что отверстия в рубашке цилиндра значительно больше диаметра шпилек, возможно смещение, а значит, и несовпадение перепускных каналов по привалочной плоскости цилиндра. Для обеспечения однозначной сборки изготавливается шпилька с центрирующим буртиком (рис. 6). Материал шпильки - сталь 20. Проверьте, свободно ли входит юбка цилиндра в собранный без прокладки картер. Если нет - снимите шабером лишний металл в горловине картера. Гильза должна входить без натяга. Теперь можно подгонять рубашку цилиндра по центрирующей шпильке. Перепускные каналы по разъему "рубашка-картер" подгоняются с помощью шаблона, повторяющего контур перепускных каналов рубашки. Юбка гильзы ни в коем случае не должна перекрывать перепускные каналы. При наличии перемычки её удаляют и подгоняют окна в гильзе соответственно окнам в картере. В отличие от перепускных, выпускное окно можно немного "распилить", но лишь для того, чтобы выровнять поверхность. Важно, чтобы был плавный, без ступенек переход от круглого диффузора к прямоугольному, с закруглениями, выпускному окну.Выпускной канал необходимо не только хорошо выровнять, но и обязательно отполировать, что позволит до минимума снизить торможение газа на выпуске. При подпиливании верхней и нижней кромок окна можно придать ему овальную форму (рис. 7). Фаски (рис. 8) как на выпускном, так и на верхней перепускных окнах смягчают переходом поршневых колец через их поперечные кромки. С поршневых колец тоже следует снять фаски (рис. 9), желательно на алмазном круге, так как он обеспечивает малую шероховатость. Кольца следует покрыть матовым хромом толщиной 50…80 микрон (мкм). Зазор в замке кольца должен остаться прежним - подпилите его до 0,2…0,3 мм. Поверхность гильзы цилиндра обрабатывается шлифовкой, хонингованием или притиркой. Шероховатость поверхности Ra 0,32, отклонением от цилиндричности до 0,01 мм. Зазор между юбкой поршня и зеркалом цилиндра 0,04…0,05 мм измеряется достаточно точно при помощи набору щупов. Поршень Окна в юбке поршня должны соответствовать окнам в юбке гильзы. Все кромки на юбке поршня радиусом 0,5 мм. В нижней мертвой точке поршень не должен закрывать нижнюю кромку верхнего перепускного окна. В противном случае либо снимаются лыски (рис. 10), либо протачивается головка поршня по радиусу 70 мм на необходимую величину. Днище поршня после проточки должно быть не тоньше 5 мм. Поскольку шатун центрируется по цилиндру, торцы бобышек обработайте на фрезерном станке (рис. 11). Размер "А" для обеих бобышек не должен отличаться более чем на 0,1 мм. Шайбы поз. 4 изготавливаются из стали 40X, калятся до твердости 45…50 по НРСа и шлифуются с торцов. Поршневой палец облегчается проточками на конус (см. рис. 11). Длина внутренней цилиндрической части должна быть на 2…3 мм больше длины роликов верхнего игольчатого подшипника. Толщина стенки с торцов пальца - 1…1,5 мм. При доработке пальца берегите его рабочую поверхность от повреждений. Скачать пояснительные фотографии Пояснения к фотографиям:Рис. 1 Для работы понадобится бормашина "Гном" с набором фрез-шарошек и абразивных камней. Рис. 2 В верхнем продувочном окне хорошо виден выступ рубашки цилиндра, который нужно удалить. Рис. 3 Продувочный канал: 1-верзняя кромка верхнего пропускного окна; 2-касательная к поршню; 3-поршень; 4-верхняя кромка нижнего пропускного окна. Стрелками указано направление продувочной струи. Рис. 4 Определение вертикального угла продувки при помощи "клюшки". Рис. 5 Рабочая схема доводки продувки: 1-продувочный канал; 2-рубашка цилиндра; 3-гильза цилиндра.Рис. 6 Дополнительное центрирование цилиндра шпилькой: 1-гильза цилиндра; 2-рубашка цилиндра; 3-шпилька; 4-центрирующий буртик; 5-картер.Рис. 7 Выпускное окно. Тонкой линией указана форма старого окна. Размер 60 мм указан от верхнего торца цилиндра. Рис. 8 Фаски для облегчения работы колец.Рис. 9 Доработка поршневого кольца. Рис. 10 Согласование формы днища поршня с продувкой. Выделенную жирной линией часть поршня удалить.Рис. 11 Поршень в сборе с шатуном: 1-стопорное кольцо; 2-поршень; 3-палец; 4-шайба; 5-сепаратор; 6-шатун; 7-ролик. Источник: журнал МОТО 8/94 |
izh-motor.ru
| Для многих мотоциклистов "Минск" стал "школьной партой". Немалое число этих мотоциклов в относительно живом еще состоянии попросту брошены в гаражах и сараях. Однако и они еще могут послужить, например, идеальным объектом для приобретения навыков и отработки различных технических решений. Сегодня своим опытом доводки минского двигателя делится Владимир Тураев - картингист и мотокроссмен из Павлограда. Его вариант интересен, в первую очередь, своей доступностью. Разумеется, не следует ждать от мотора слишком многого - в лучшем случае он отдаст 15 л.с. Но при этом он станет экономичнее, а, может быть, даже и долговечнее(за счет тщательности выполнения работ). Еще один плюс предлагаемого пути - возможность" частичной" доработки двигателя, соразмерно своим силам и возможностям. Естественно, что и результаты тоже будут частичными. Обратите внимание на то, что работы по цилиндру или должны быть выполнены полностью, или не должны начинаться вовсе; аналогичные ситуации с головкой цилиндра и с парой коленвал - картер. Кроме того, не стоит возиться с коленвалом, если предварительно не доведен цилиндр. И последнее, что следует помнить, - успех работы пропорционален тщательности её выполнения. Небрежность может легко перечеркнуть все труды. Не пренебрегайте предупреждениями, относитесь к делу внимательно! Перефразируя Гоголя, можно сказать: "И какой же русский (читай - белорус, украинец, казах и т.д.) не любит мощный мотор!" Предлагаю Вашему вниманию мой вариант "поджатого стандарта". Это минский двигатель с минимальными переделками родных деталей. Сделать "крутой" мотор на коленке, мягко говоря, сложно, поэтому приготовьтесь к применению и станков, и приспособлений, и самое главное - смекалки и слесарных навыков. Ибо доводка двигателей - дело, граничащее с искусством. Для начала определимся с его состоянием. Если он новый и обкатанный - отлично! Если он старый, тоже ничего - затяните поясок, приобретите коленвал, поршень с кольцами, подшипники и манжеты. Цилиндр Гильза минского мотора залита в рубашку и провернуть её или выпрессовать невозможно, поэтому добиваться совпадения окон в гильзе с каналами в рубашке цилиндра следует снятием металла. Помните, что толщина стенок рубашки цилиндра и горловины картера должна оставаться не менее 3 мм. Обработка каналов - довольно трудоемкий процесс, а облегчить его позволят бормашина с набором фрез-шарошек, абразивных шарошек и различные шаберы (плоский, трехгранный) (рис.1) Конечная цель доработки продувочных каналов - добиться их симметричности и высокой частоты поверхности. Полировать каналы не обязательно, однако поверхность их должна быть гладкой как на вид, так и на ощупь. Помните, не следует изменять высоту верхних пропускных окон - это может ухудшить характеристику двигателя, если соответственно не изменять и другие окна. Кроме верхних окон, в пропускных каналах следует оставить неизменным и вертикальным угол продувки (рис. 3). Моя методика измерения углов такова. Из мягкой проволочки диаметром 2…3 мм делаем "клюшку" с изогнутым почти под прямым углом кончиком длиной 10…12 мм и, вкладывая этот кончик в продувочный канал, добиваюсь прилегания "клюшки" как к "потолку" канала, так и к зеркалу цилиндра (рис. 4). Горизонтальные углы продувки определяют опять же "клюшкой", но на этот раз прикладывают её к боковым стенкам канала, а загнутый кончик указывает место выхода канала на заднюю стенку гильзы. (В действительности потребуется набор клюшек разной длины - ред) Величина "А" (рис. 5) смещения вершины угла от продольной оси гильзы колеблется от 0 до 10 мм и должна быть одинакова для обоих каналов. Величина "В" (рис. 5) - расстояние от кромки выпускного окна до передней кромки перепускного окна тоже является одной из величин контроля симметрии каналов. Передняя кромка перепускного окна должна быть острой (см. рис. 5, выноска 1), чтобы продувочная струя "отрывалась" от стенки канала без завихрений. Нижнюю кромку верхнего продувочного окна следует опилить по радиусу, примерно равному толщине гильзы так, чтобы продувочная струя была касательна к поверхности поршня в точке отрыва от окна (рис. 3). Верхнюю кромку нижнего перепускного окна тоже следует опилить по радиусу (рис. 3). Ввиду того, что отверстия в рубашке цилиндра значительно больше диаметра шпилек, возможно смещение, а значит, и несовпадение перепускных каналов по привалочной плоскости цилиндра. Для обеспечения однозначной сборки изготавливается шпилька с центрирующим буртиком (рис. 6). Материал шпильки - сталь 20. Проверьте, свободно ли входит юбка цилиндра в собранный без прокладки картер. Если нет - снимите шабером лишний металл в горловине картера. Гильза должна входить без натяга. Теперь можно подгонять рубашку цилиндра по центрирующей шпильке. Перепускные каналы по разъему "рубашка-картер" подгоняются с помощью шаблона, повторяющего контур перепускных каналов рубашки. Юбка гильзы ни в коем случае не должна перекрывать перепускные каналы. При наличии перемычки её удаляют и подгоняют окна в гильзе соответственно окнам в картере. В отличие от перепускных, выпускное окно можно немного "распилить", но лишь для того, чтобы выровнять поверхность. Важно, чтобы был плавный, без ступенек переход от круглого диффузора к прямоугольному, с закруглениями, выпускному окну.Выпускной канал необходимо не только хорошо выровнять, но и обязательно отполировать, что позволит до минимума снизить торможение газа на выпуске. При подпиливании верхней и нижней кромок окна можно придать ему овальную форму (рис. 7). Фаски (рис. 8) как на выпускном, так и на верхней перепускных окнах смягчают переходом поршневых колец через их поперечные кромки. С поршневых колец тоже следует снять фаски (рис. 9), желательно на алмазном круге, так как он обеспечивает малую шероховатость. Кольца следует покрыть матовым хромом толщиной 50…80 микрон (мкм). Зазор в замке кольца должен остаться прежним - подпилите его до 0,2…0,3 мм. Поверхность гильзы цилиндра обрабатывается шлифовкой, хонингованием или притиркой. Шероховатость поверхности Ra 0,32, отклонением от цилиндричности до 0,01 мм. Зазор между юбкой поршня и зеркалом цилиндра 0,04…0,05 мм измеряется достаточно точно при помощи набору щупов. Поршень Окна в юбке поршня должны соответствовать окнам в юбке гильзы. Все кромки на юбке поршня радиусом 0,5 мм. В нижней мертвой точке поршень не должен закрывать нижнюю кромку верхнего перепускного окна. В противном случае либо снимаются лыски (рис. 10), либо протачивается головка поршня по радиусу 70 мм на необходимую величину. Днище поршня после проточки должно быть не тоньше 5 мм. Поскольку шатун центрируется по цилиндру, торцы бобышек обработайте на фрезерном станке (рис. 11). Размер "А" для обеих бобышек не должен отличаться более чем на 0,1 мм. Шайбы поз. 4 изготавливаются из стали 40X, калятся до твердости 45…50 по НРСа и шлифуются с торцов. Поршневой палец облегчается проточками на конус (см. рис. 11). Длина внутренней цилиндрической части должна быть на 2…3 мм больше длины роликов верхнего игольчатого подшипника. Толщина стенки с торцов пальца - 1…1,5 мм. При доработке пальца берегите его рабочую поверхность от повреждений. Скачать пояснительные фотографии Пояснения к фотографиям:Рис. 1 Для работы понадобится бормашина "Гном" с набором фрез-шарошек и абразивных камней. Рис. 2 В верхнем продувочном окне хорошо виден выступ рубашки цилиндра, который нужно удалить. Рис. 3 Продувочный канал: 1-верзняя кромка верхнего пропускного окна; 2-касательная к поршню; 3-поршень; 4-верхняя кромка нижнего пропускного окна. Стрелками указано направление продувочной струи. Рис. 4 Определение вертикального угла продувки при помощи "клюшки". Рис. 5 Рабочая схема доводки продувки: 1-продувочный канал; 2-рубашка цилиндра; 3-гильза цилиндра.Рис. 6 Дополнительное центрирование цилиндра шпилькой: 1-гильза цилиндра; 2-рубашка цилиндра; 3-шпилька; 4-центрирующий буртик; 5-картер.Рис. 7 Выпускное окно. Тонкой линией указана форма старого окна. Размер 60 мм указан от верхнего торца цилиндра. Рис. 8 Фаски для облегчения работы колец.Рис. 9 Доработка поршневого кольца. Рис. 10 Согласование формы днища поршня с продувкой. Выделенную жирной линией часть поршня удалить.Рис. 11 Поршень в сборе с шатуном: 1-стопорное кольцо; 2-поршень; 3-палец; 4-шайба; 5-сепаратор; 6-шатун; 7-ролик. Источник: журнал МОТО 8/94 |
moto-rus.ucoz.ru